Americas
Americas 

How to Select a Dust Collection System That Ensures Safe Air Quality
Powder & Bulk Solids, June, 2023
What you should know about dust collector self-cleaning technology
Processing Magazine, October 2022
Dust Due Diligence: Using a Safe API Substitute to Test if a Collection System Can Handle the Job
Tablets & Capsules, October 2022
Pandemic lessons can help fab shops shape an indoor air quality improvement plan
The Fabricator, September 2022
Frequently Asked Questions: Controlling Dangerous Dusts Generated During Packaging Processing
Industrial Hygiene in the Workplace, June, 2022
How to Use Cartridge Dust Collector Filters to Maintain Indoor Air Quality, Reduce Costs
Powder & Bulk Solids, June, 2022

Air quality management for small and midsized manufacturing shops
The Fabricator, May, 2022

Maximize Safety When Working With Combustible Dust
Industrial Hygiene in the Workplace, May, 2022
Can it happen here? Dust hazards at food processing facilities
Processing Magazine, February, 2022
For Safety’s Sake: How to Manage Industrial Dust and Fumes
Industrial Hygiene in the Workplace, November, 2021
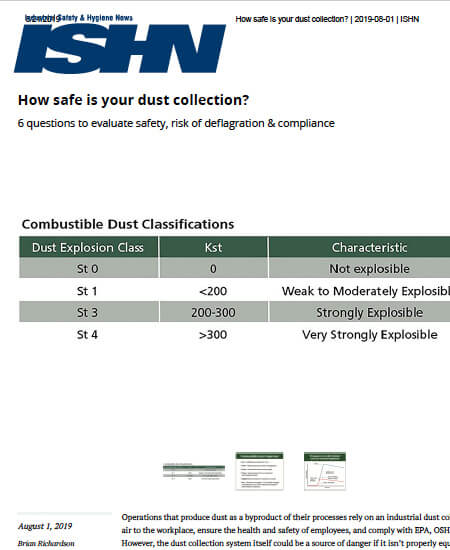
Test the dust your manufacturing process generates to improve indoor air quality
Industrial Safety and Health News, September
How to understand MERV ratings and industrial dust collector filtration
Industrial Safety and Health News, July

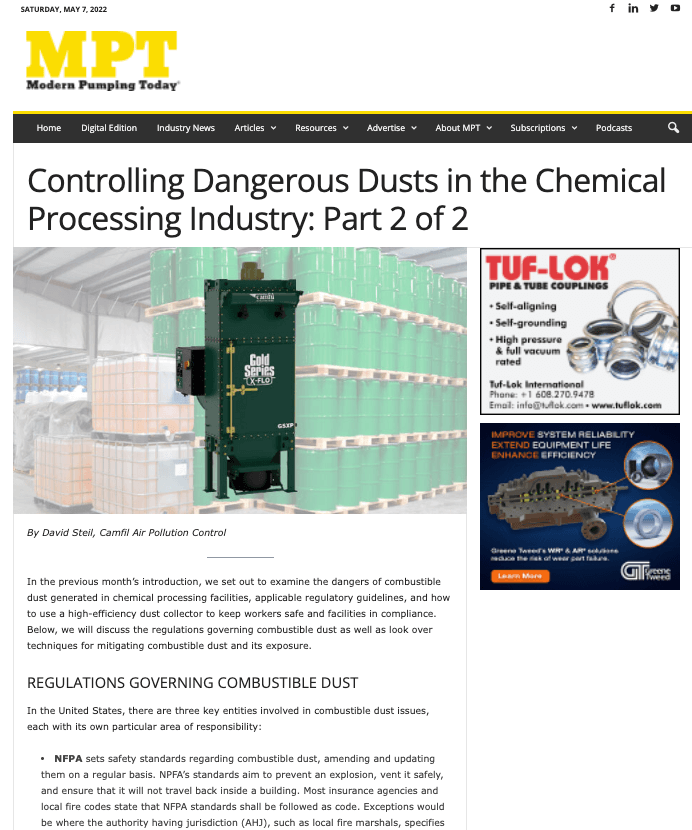
Controlling Dangerous Dusts in the Chemical Processing Industry: Part 2
Modern Pumping Today, June, 2021
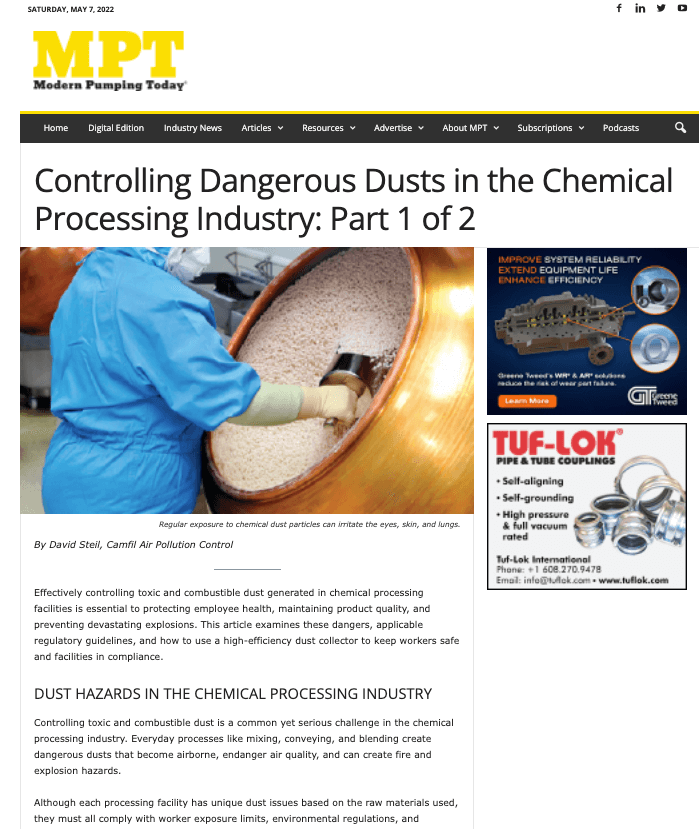
Controlling Dangerous Dusts in the Chemical Processing Industry: Part 1
Modern Pumping Today , May, 2021
Selecting the Right Dust Collector Filter Media for a Safer Work Environment
Packaging Technology Today, May, 2021
Identify Combustible Dust Risks Lurking at Your Facility
Industrial Hygiene in the Workplace, May 2021
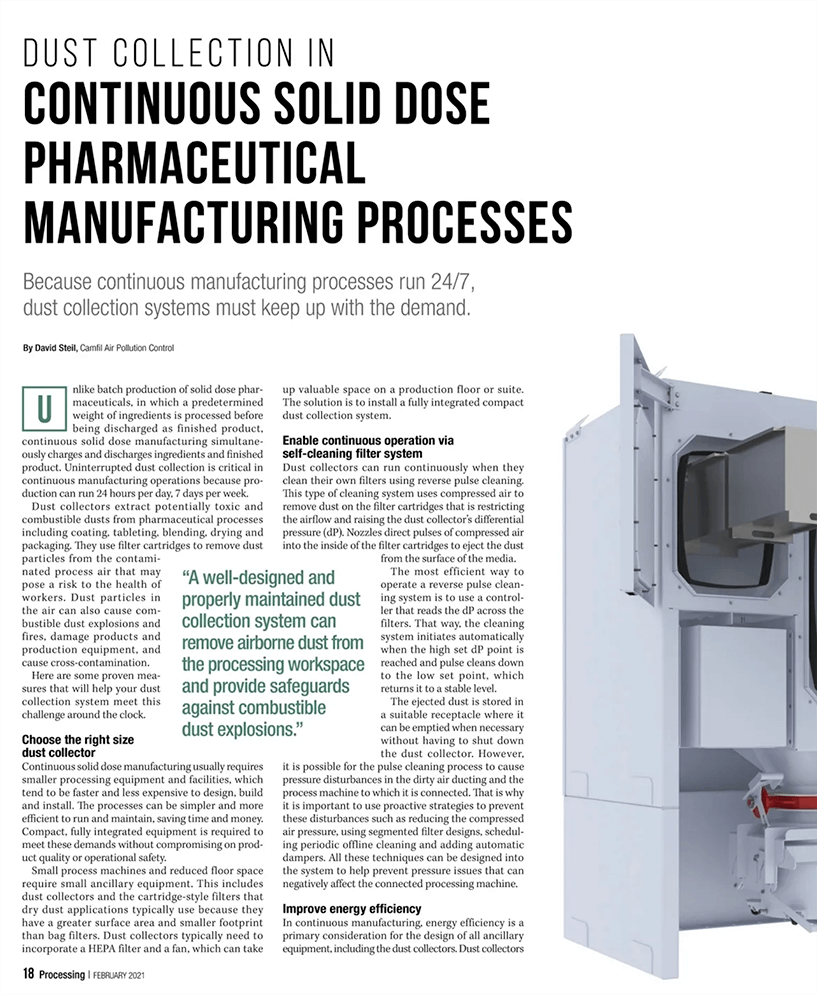
Dust Collection in Continuous Solid Dose Pharmaceutical Manufacturing Processes
Processing Magazine, February 2021

4 ways to protect your industrial dust collector from explosions
Industrial Safety & Hygiene News, February 9, 2021
Achieving ROI in operating a dust collection system
Powder & Bulk Engineering, October, 2020
Surrogate testing of hazardous materials
Tablets & Capsules, Solid Dose Digest, October, 2020

Dust Collection for Continuous Solid Dose Manufacturing
Tablets & Capsules Solid Dose Digest, May 26, 2020

Understanding your Filter's Air-To-Media Ratio for Effective Dust Collection
Powder and Bulk Engineering, April 2020
Selecting the Right Dust Collector Filter Media for a Safer Work Environment
Industrial Hygiene in the Workplace, Winter, 2020

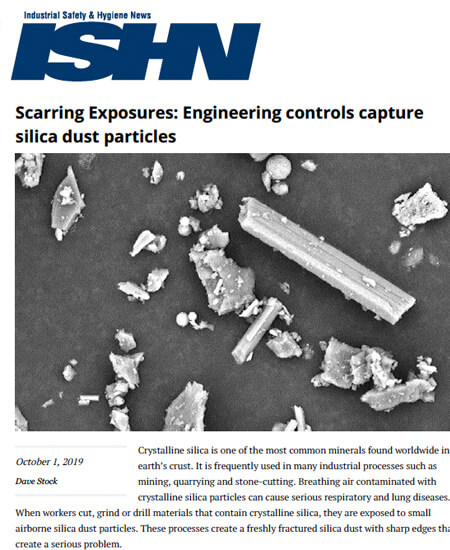
Scarring Exposures: Engineering controls capture silica dust particles
Industrial Safety & Hygiene News, October 1, 2019

Important NFPA Standards for Manufacturing Processes that Create Combustible Dust
Occupational Health & Safety, September 26, 2019

Controlling Combustible Dust Dangers in Materials Handling
Workplace Material Handling & Safety, July 30, 2019

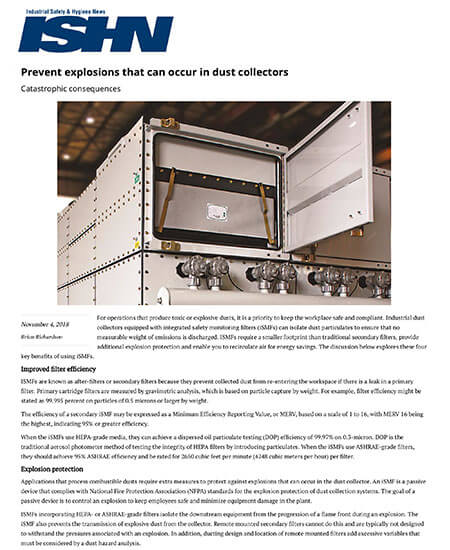
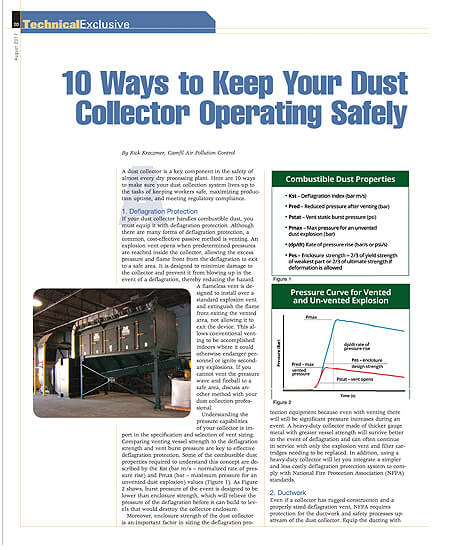
Prevent Explosions That Can Occur in Dust Collectors
Industrial Safety & Hygiene News, November 4, 2018

Capturing Food Dust: Mitigate Cross Contamination at the Source
Industrial Safety & Hygiene News, October 11 2018


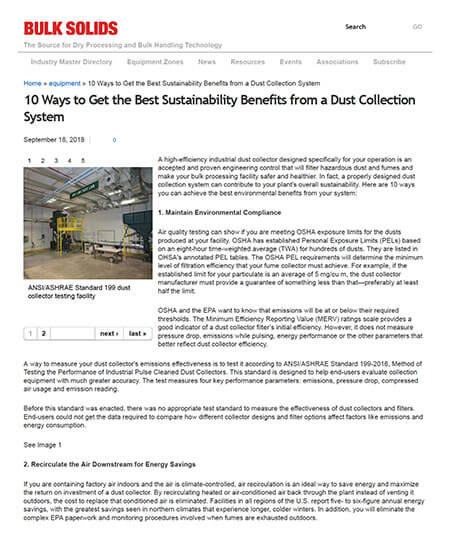
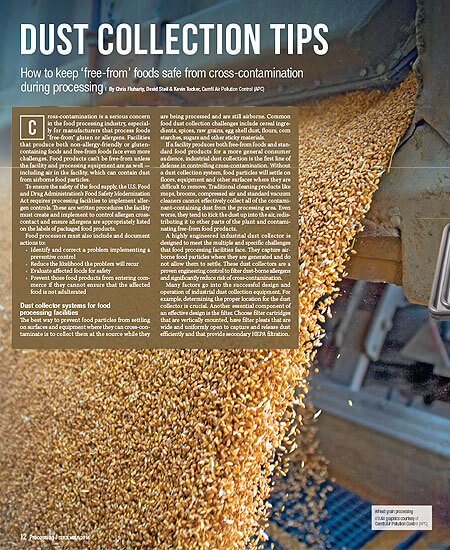
Dust Collection Tips: How to keep "free-from" foods safe from cross-contamination
Processing Magazine, September 2018
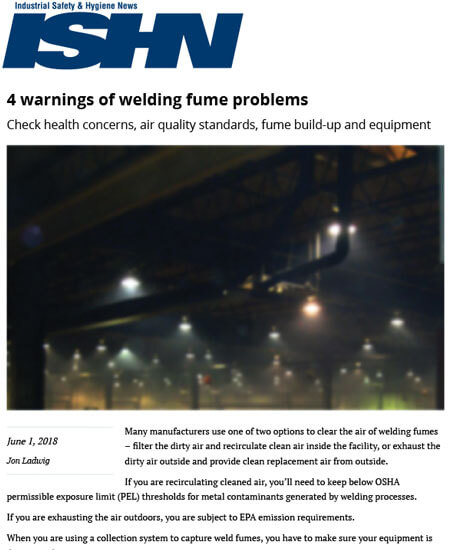
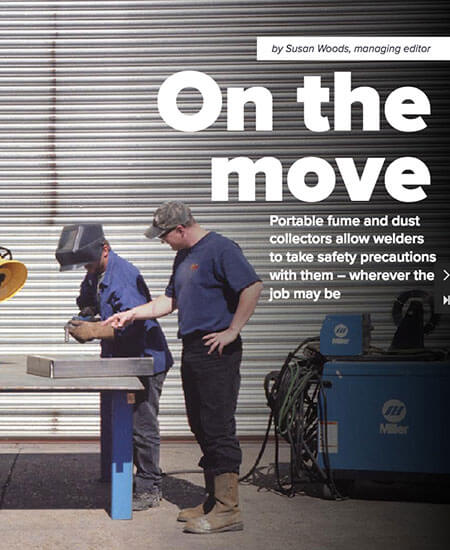
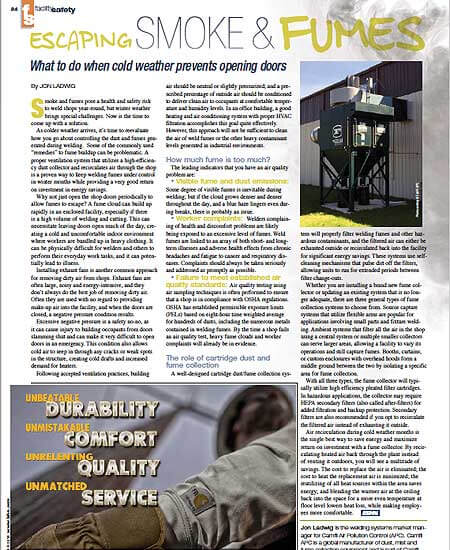
Portable Fume and Dust Collectors Allow Welders to Take Safety Precautions with Them
Welding Productivity, May 2018
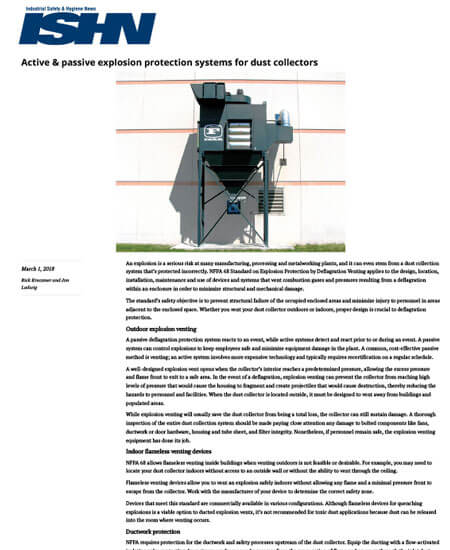
Active & passive explosion protection systems for dust collectors
Industrial Safety & Hygiene News, March 1 2018
Ten tips for selecting cartridge dust collection equipment for tabletting operations
Tablets & Capsules, January 8 2018
Getting the most out of your dust collection system
Powder & Bulk Engineering, October 2017
NFPA 68 Standard: Explosion venting requirements for dust collectors
Welding Productivity, October 2017

How to Use Dust Collection to Comply with OSHA's Beryllium Standard
Fabricating & Metalworking Magazine, August 2017
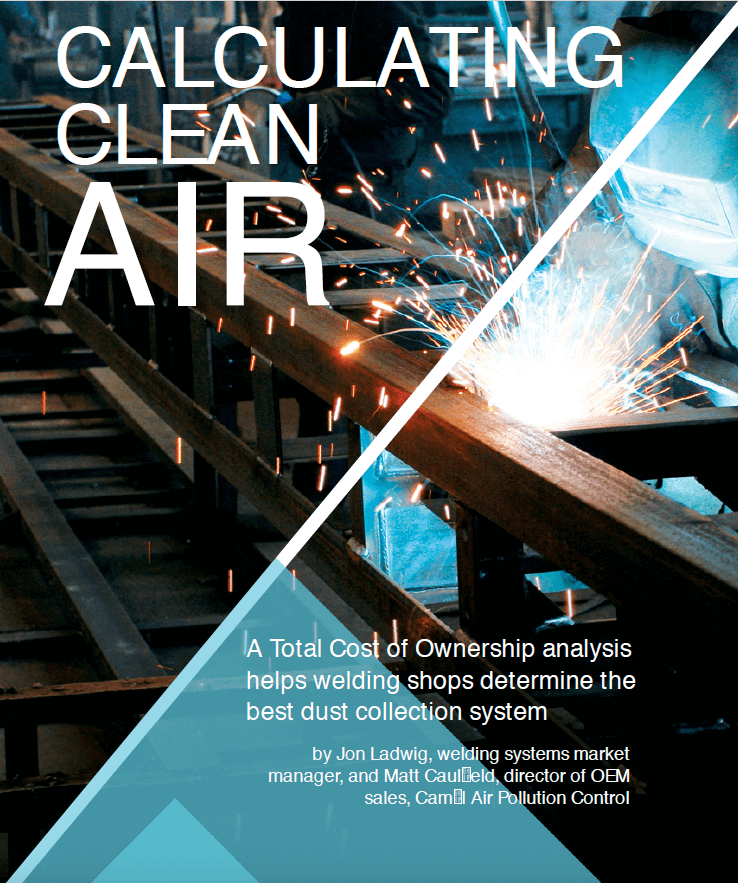
Calculating Clean Air: A Total Cost of Ownership Analysis for Welding Shops
Welding Productivity, June 2017


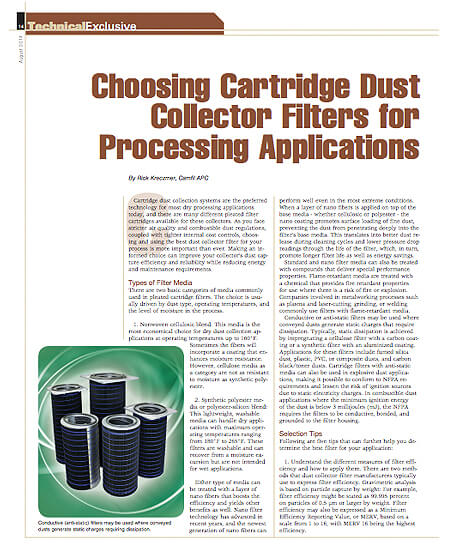
Choosing Cartridge Dust Collector Filters for Processing Applications
Powder & Bulk Solids, August 2014




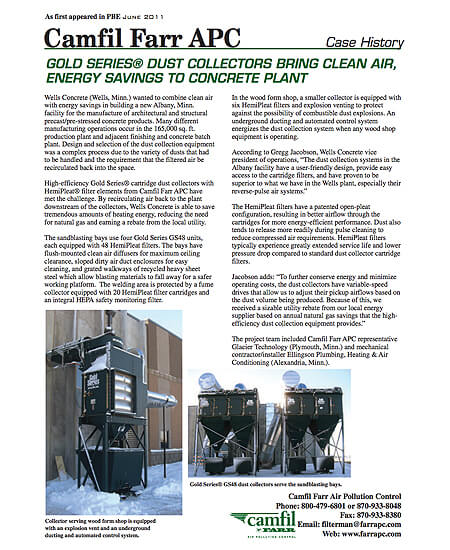
Gold Series Dust Collectors Bring Clean Air, Energy Savings To Concrete Plant
Powder & Bulk Engineering Magazine, June 2011
Using Surrogate Testing to Determine Selection and Performance of Contained Dust Collection Systems
Pharmaceutical Engineering, May/June 2011
What Does It Cost to Own Your Dust Collector Filters?
Powder & Bulk Engineering, August 2010
Five Ways New Explosion Venting Requirements For Dust Collectors Affect You
Powder & Bulk Engineering, July 2008

Company Finds Cartridge Dust Collectors to be the Gold Standard
Powder & Bulk Engineering, May 2007