Americas
Americas 
Challenge
Nestlé USA is part of Nestlé S.A. in Vevey, Switzerland, which is the world‘s largest food company with a focus on nutrition, health and wellness. The Nestlé Prepared Foods Company located in Jonesboro, Arkansas produces the Lean Cuisine and Stouffer‘s line of frozen foods.
During the construction of the Nestlé Prepared Foods facility in 2002, many challenges were faced. The containment of airborne spices and other food ingredients was a top concern. The specific measurement, sorting, and mixing of ingredients would need to be done for product production.
Catering to a very large consumer market, certain safety precautions would need to be addressed. Some food ingredients are listed as allergens and could pose a safety risk for certain individuals.
Horizontal style dust collectors were traditionally specified and purchased throughout the industry for this type of application. A typical layout would be a single dust collector placed in a room collecting ambient airborne ingredients as they were floating in the work area. Unfortunately, with this design, most dust would settle in the work area before reaching the dust collector.
Solution
Camfil APC made a visit to meet with Nestlé's production maintenance team leader, Rob Froman, and others to discuss the requirements, specs, and application challenges for both the allergens and dried ingredient rooms.
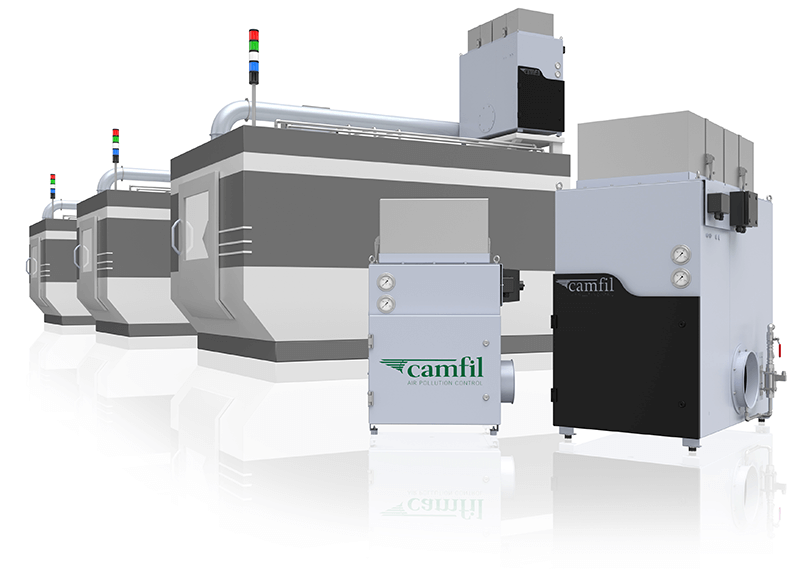
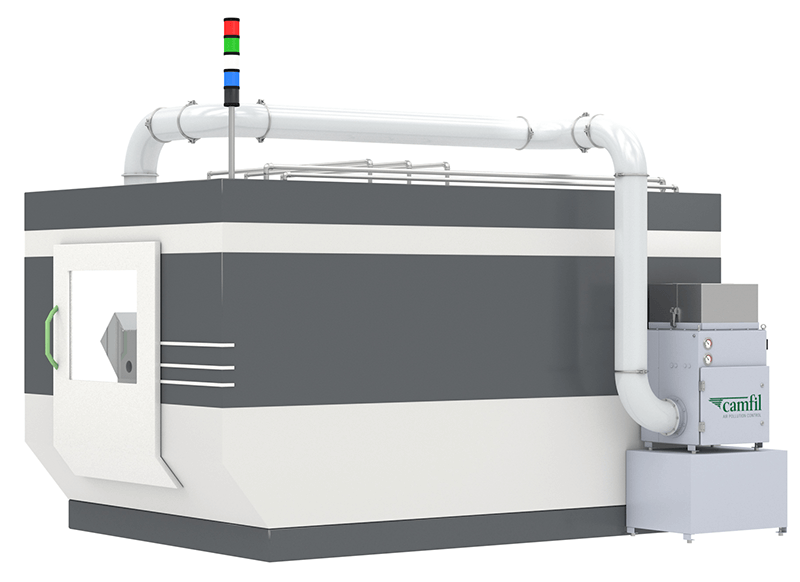
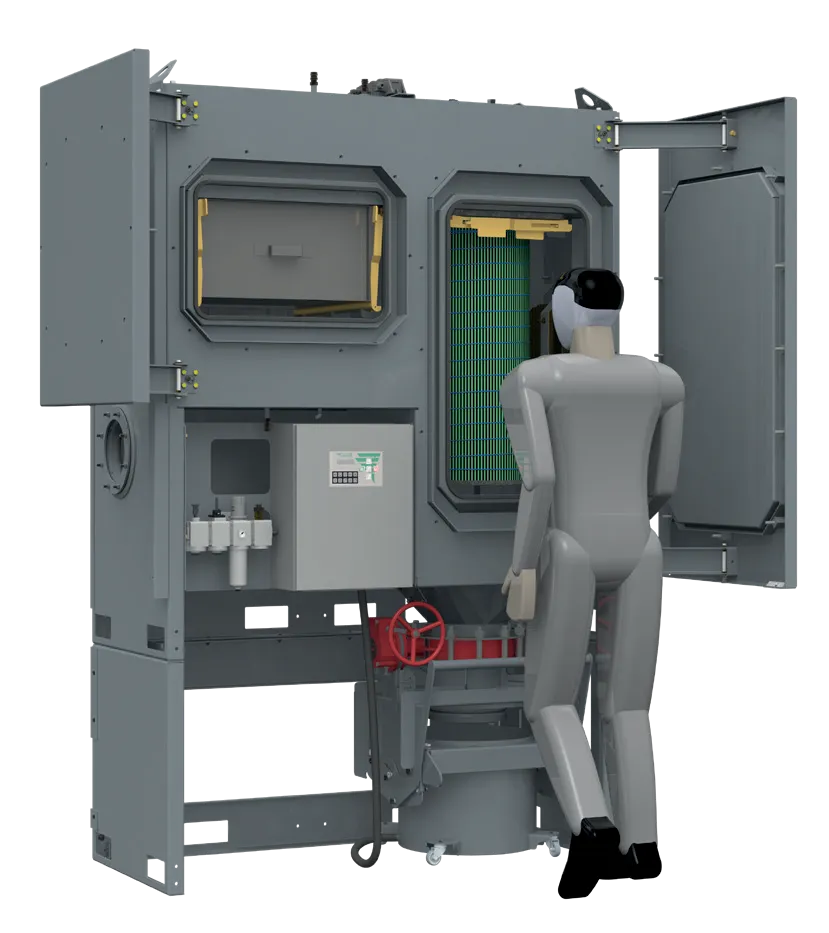
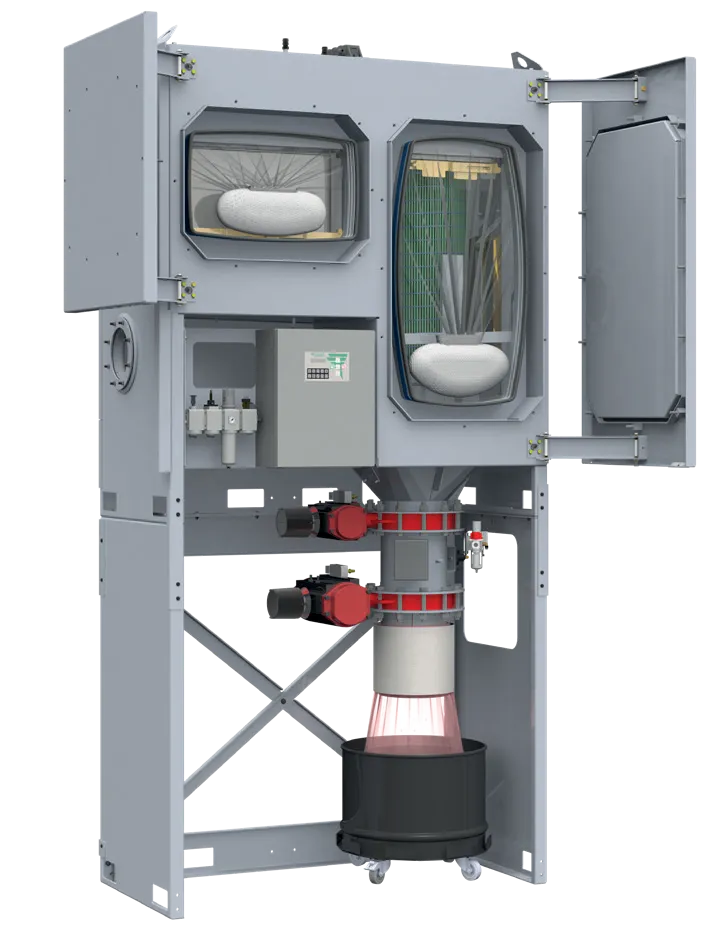
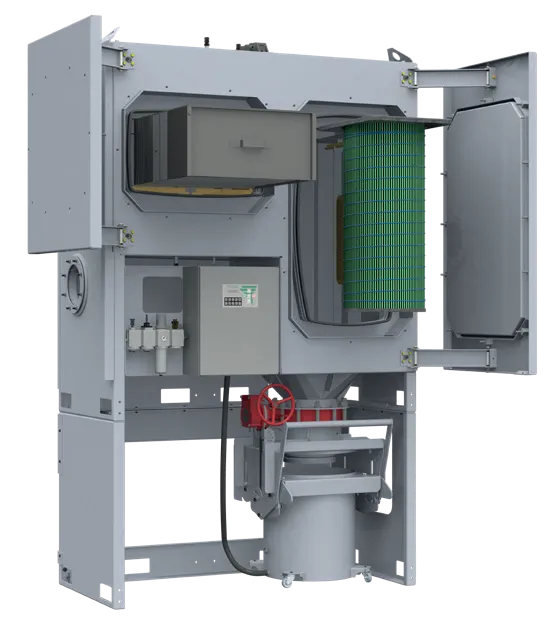
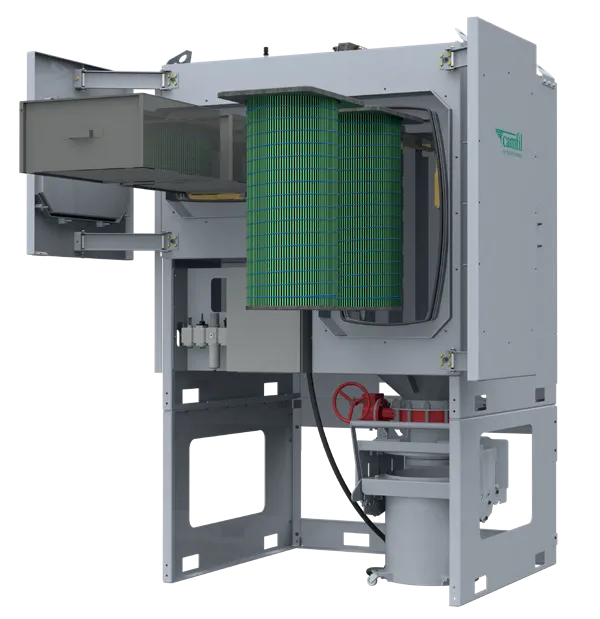
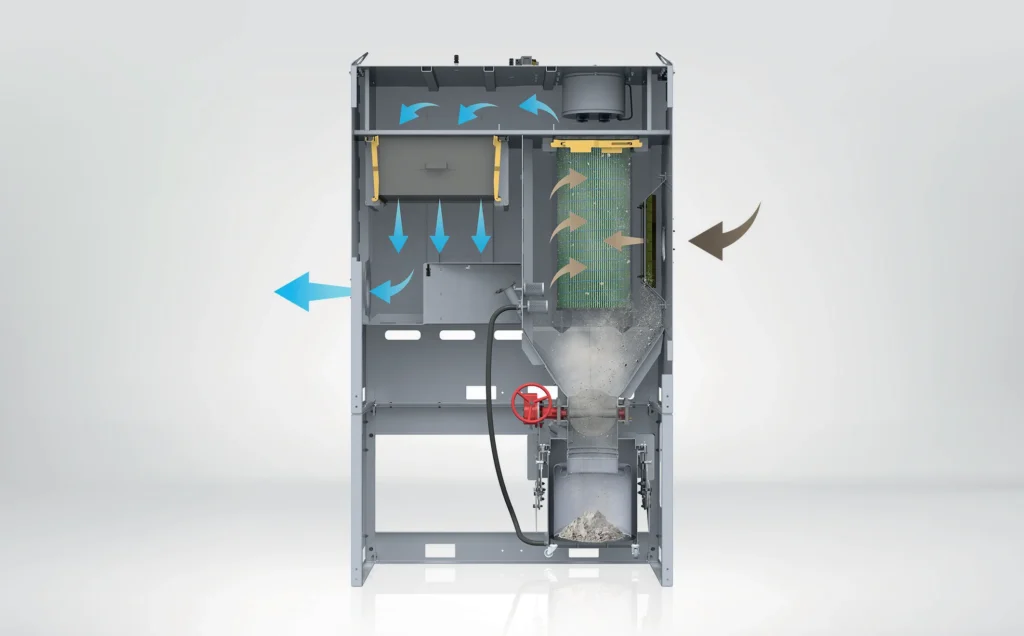
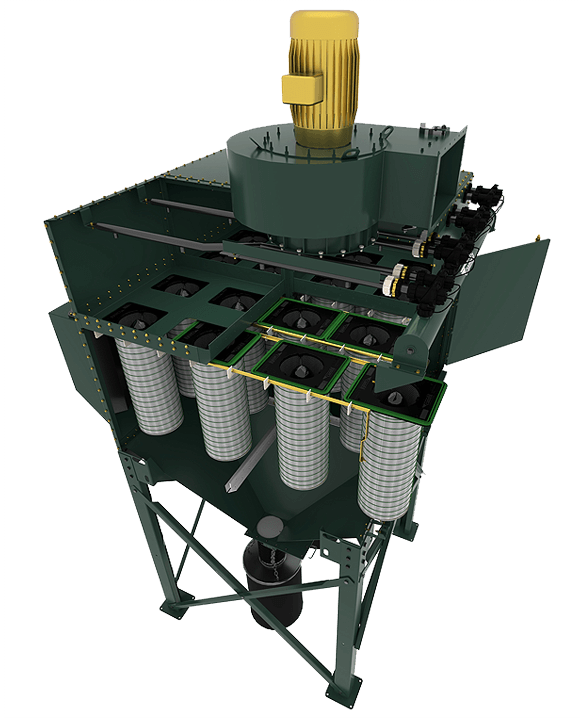
Going against the design of the traditional specifications, Camfil APC designed the system to capture food dust at the source using stainless steel pickup hoods at each mixing station.These hoods pulled the airborne particulates away from the employees into ducting that leads to the Gold Series® industrial dust collectors located at the rear of each room. The design featured larger dust collectors with explosion preventing options to address the combustible dust.
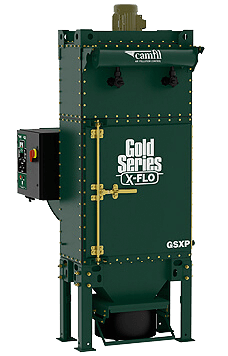
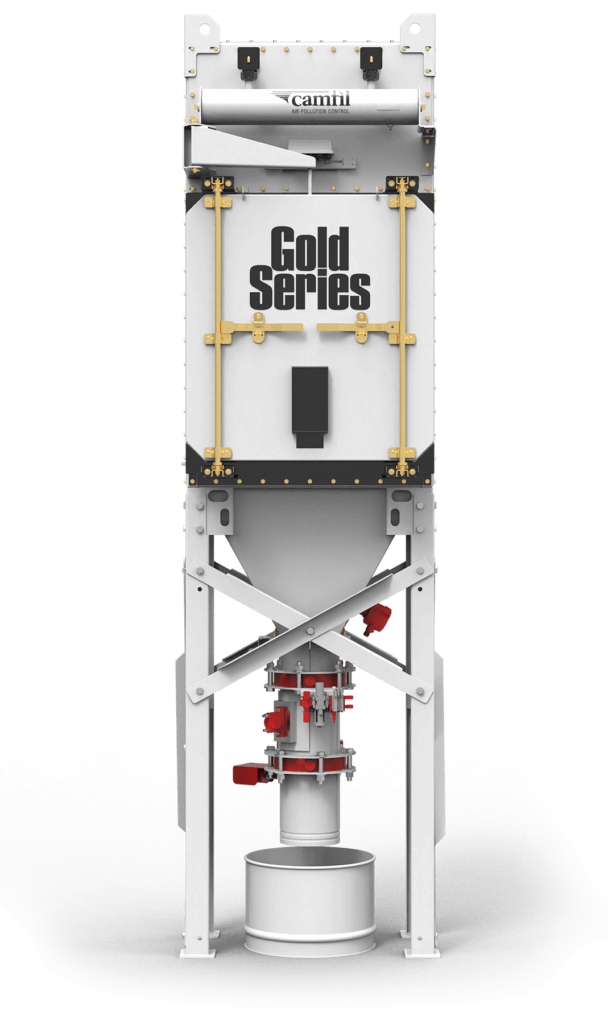
The GS16 industrial dust collector with optional silencer and explosion venting uniquely routed through the ceiling away from the employees.

GS24 dust collector at Nestlé Prepared Foods Company.
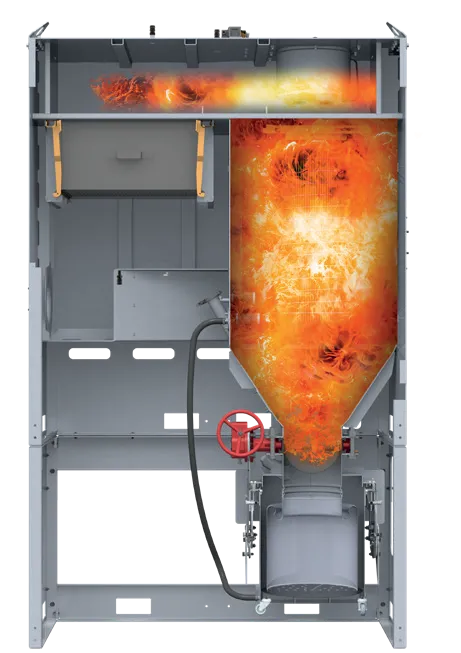
With certain food ingredients being identified as combustible dust, the added safety and location of the optional explosion venting was included in the design. With both rooms being located in the center of the plant, the GS16 and GS24 were designed with vertical explosion venting that leads upward and out to the rooftop. This was accomplished by each collector having a module cell that would not contain filters, thus allowing an unobstructed area for the inlet and explosion venting.
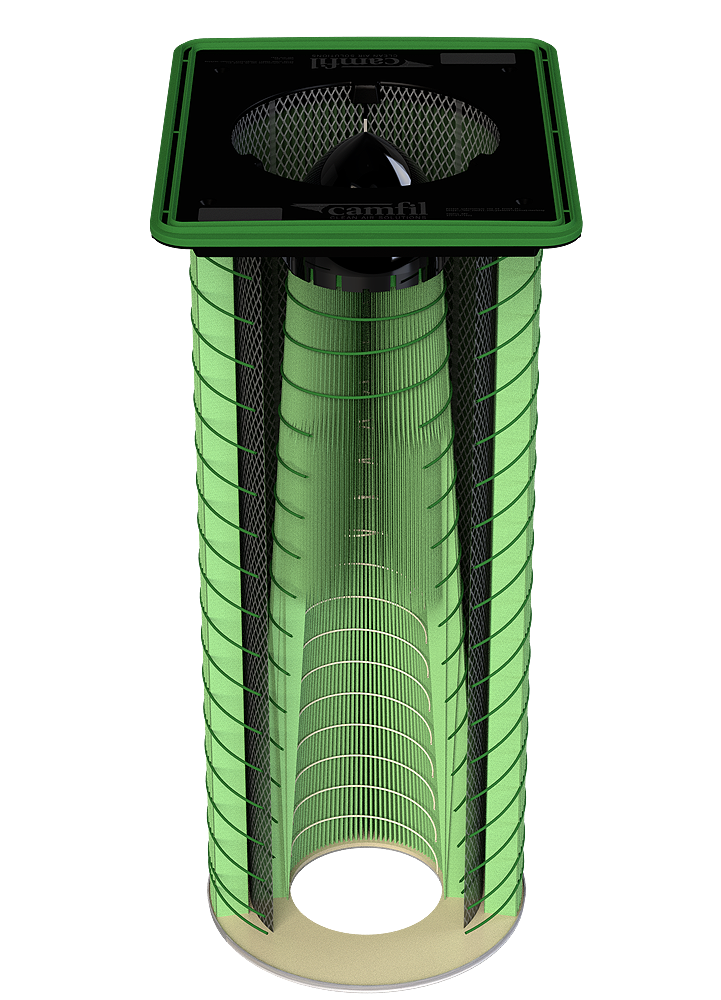
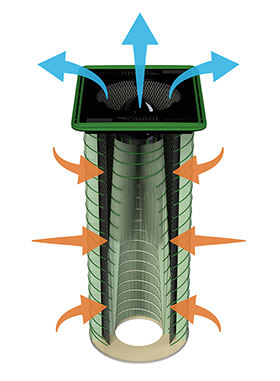
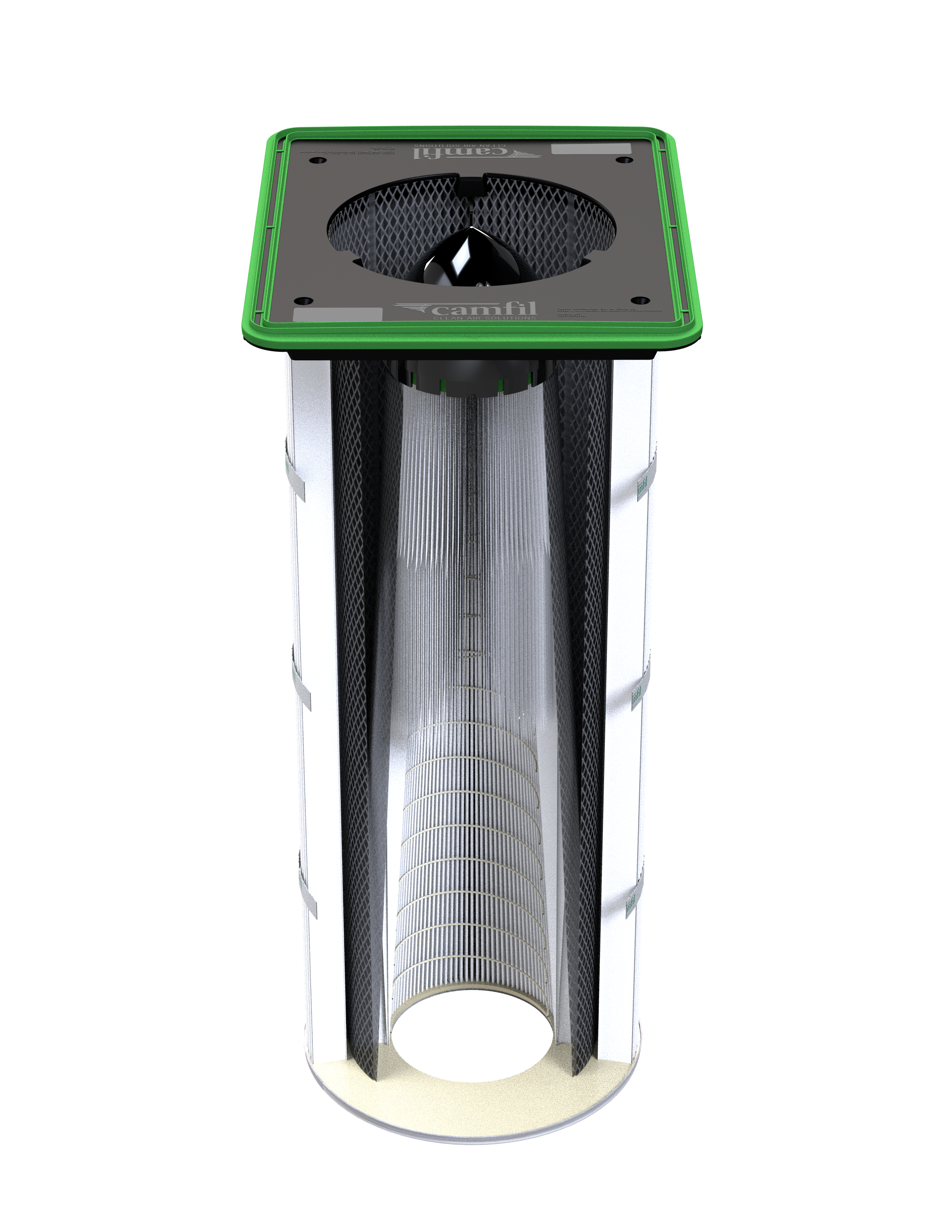
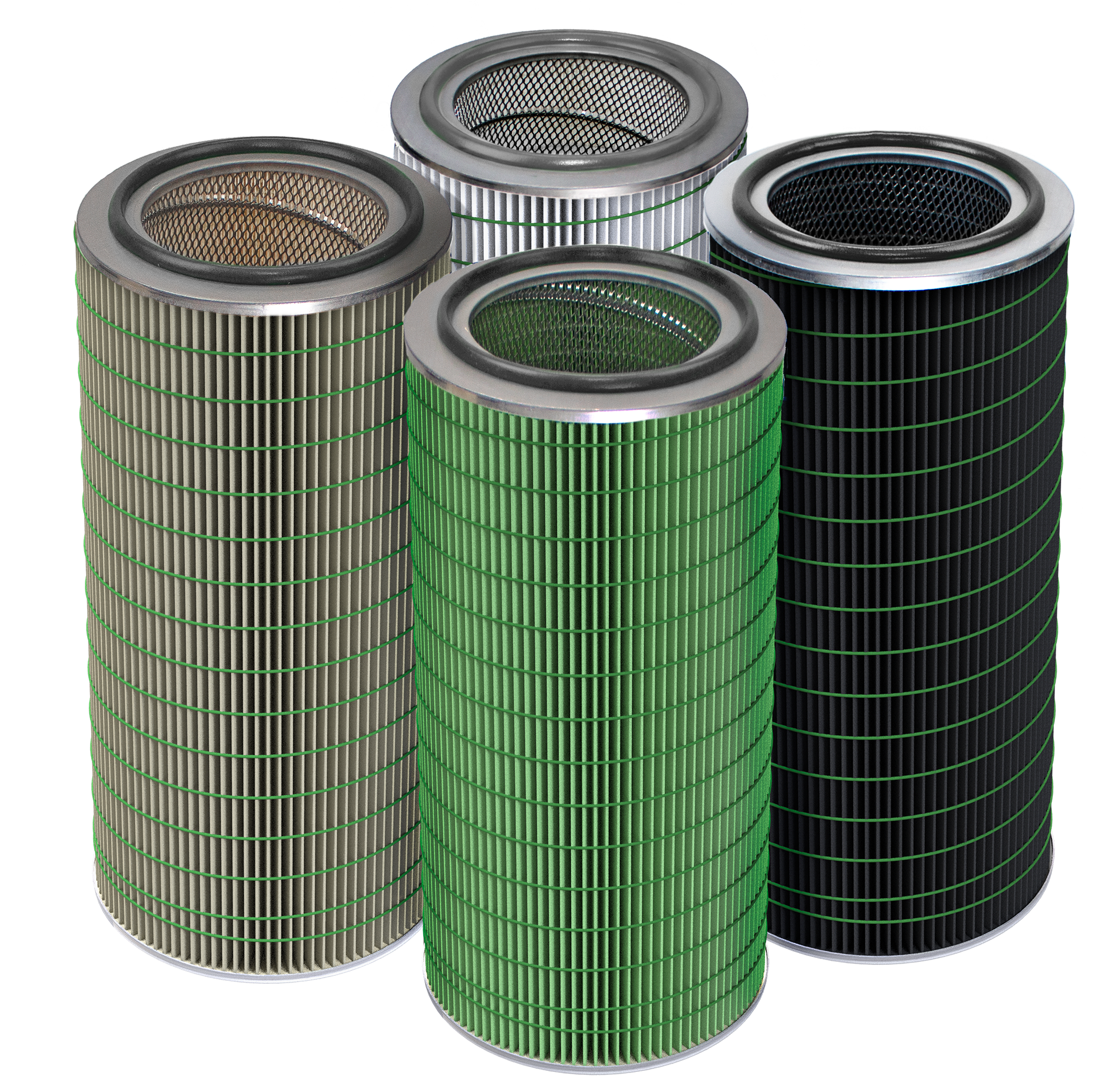
The collectors are in service 20 hours a day. Standard paper filter media would usually last 3-4 months. With this application, Camfil APC Gold Cone Dura-Pleat® filters were recommended. The spunbond media is very durable with a bonus of being washable and reusable. This would extend the life of the filters as well as reduce filter replacement costs. Both Gold Series collectors are still operating with Dura-Pleat filters replaced in early 2006. Exceeding expectations, the continuing 7 years of filter life meet and contribute to Nestlé's high commitment to sustainability, protecting the environment and employees.