Americas
Americas 
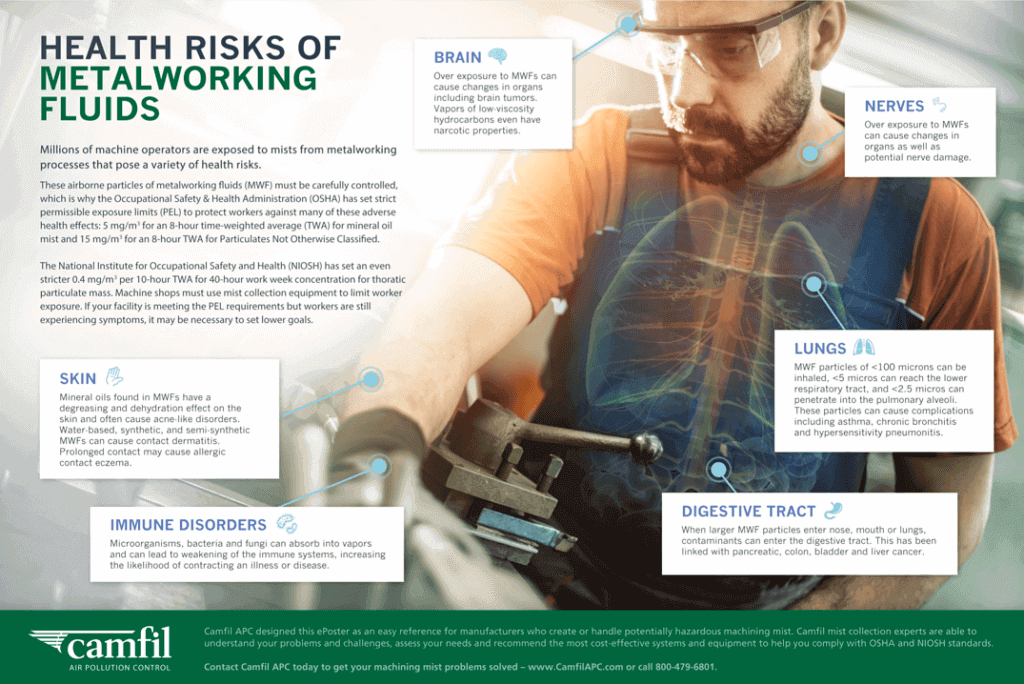
When metalworking fluids are used during machining processes, they generate airborne mists that must be controlled by facility operators. If left unchecked, these mists can create a dangerous work environment and cause serious health problems for workers. The best engineering control to keep your shop safe and your business in regulatory compliance is a high-efficiency mist collection system designed for your specific application. Here are a few key factors to consider when evaluating the performance of your mist collector:
Coolant vs. Oil Metalworking Fluid
Which type of metalworking fluid are you using? Water-soluble coolants are cooling-lubricant concentrates. Although they provide some lubrication, they are used primarily for cooling. Straight oil coolants are non-water-soluble and are not mixed with water. They are mostly used as lubricants.
Application
What kind of machining processes are you conducting? High-speed and high-pressure applications include grinding, cutting and drilling. Low-speed and low-pressure processes include turning, milling and honing.
High-Pressure vs. Low-Pressure Coolant
Most machine tool providers recommend using high-pressure coolants because they contain few additives and clean the parts during the machining process. Because these coolants are delivered at high pressure straight through the machine, operators use less product. However, the high pressure causes the water molecules to break apart, creating many small mist particles. The multitude of small drops can be very difficult to contain. Low-pressure machining, on the other hand, creates larger coolant droplets that are easier to filter. That’s why pressure is an important consideration in determining the best collector for your specific application.
Machine Tool Speed
The speed of the machine tool affects how much fluid it will expel during operation. Low speed with fewer revolutions per minute will throw off larger droplets, which are easier to contain. Fast speed with more revolutions per minute generates smaller droplets and aerosolizes them at a faster rate making the mist more difficult to contain.
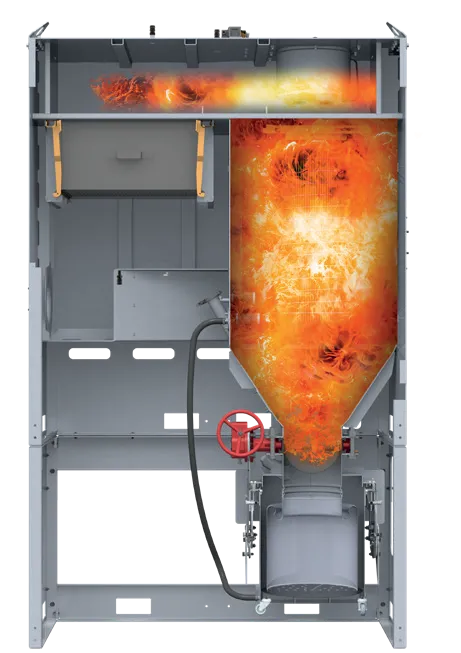
Machining Process Temperature
Heat generated by the machining process affects the type of emission and the collection system needed to contain it. Typically, higher temperatures will vaporize the liquid particles, turning them into gas, which is more difficult to contain. Processes like rough turning generate much more heat because you are taking off a lot more material than you would on a finished product. Gentler processes like smoothing don’t generate as much heat, so the liquid does not vaporize.
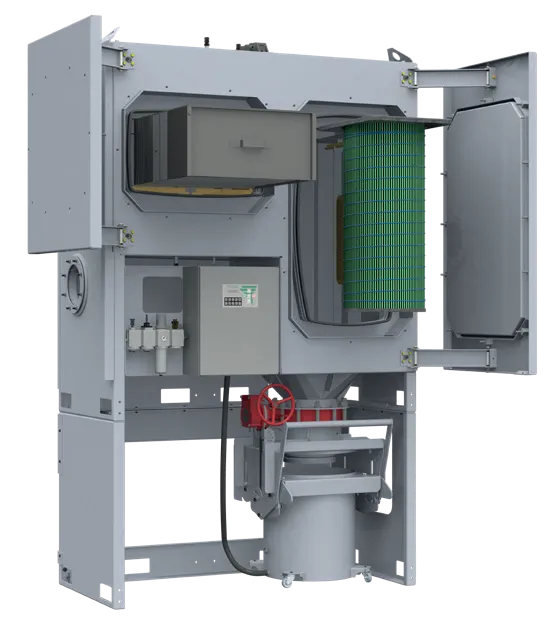
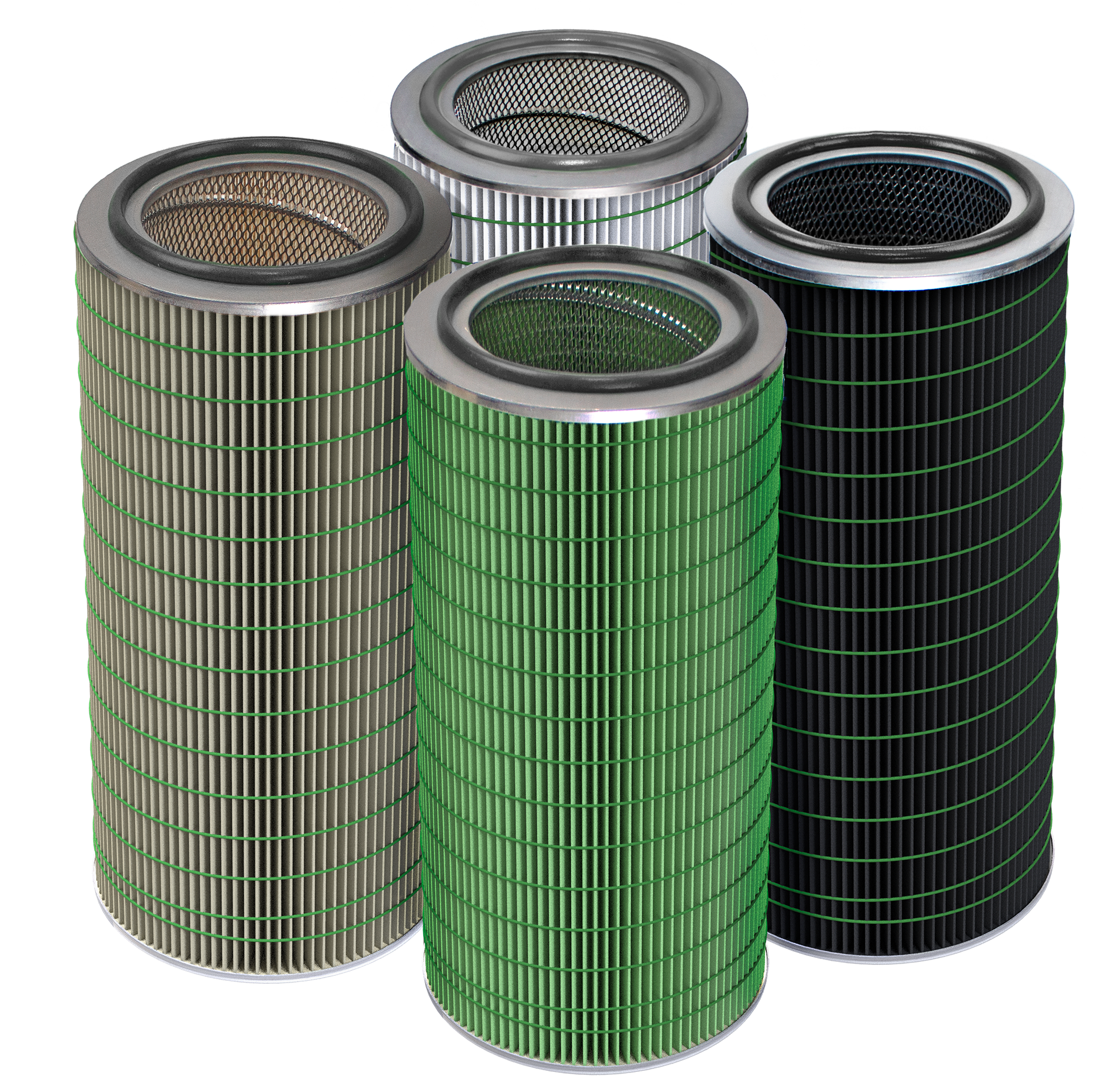
Filtration
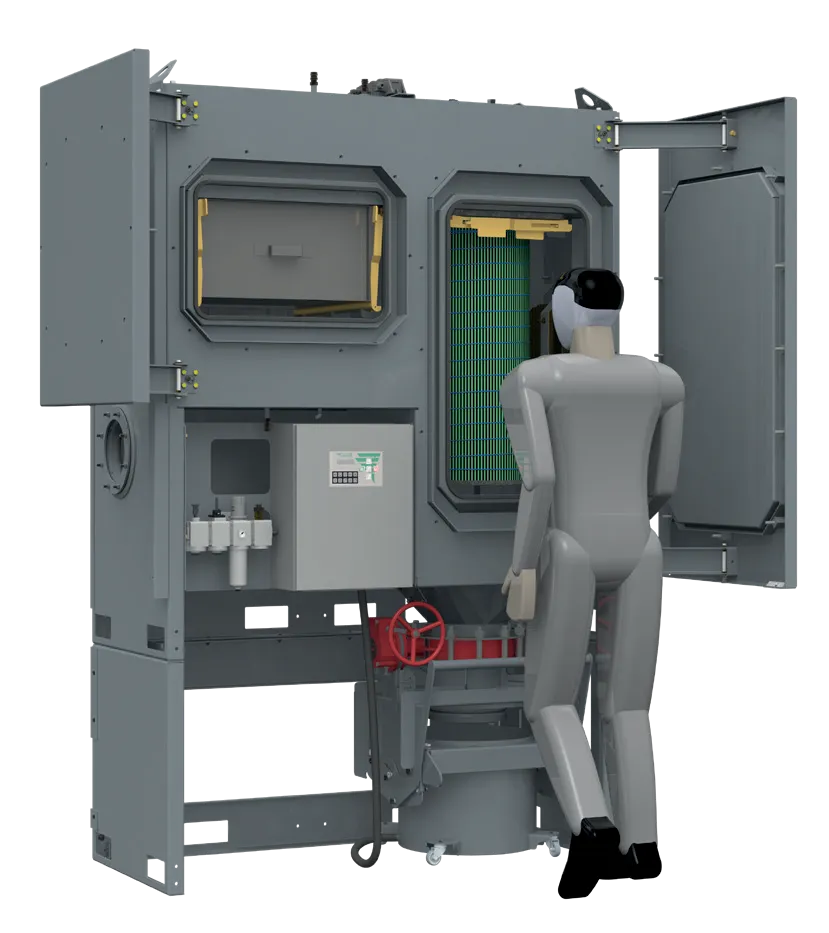
If you are using the wrong filter for your application, it can gum up during operation, causing the mist collector to lose airflow. That means when you open the door between cycles, emission concentration goes up and mist is released into the environment. If you are using the wrong filter, mist will pass through the primary filtration and saturate the HEPA secondary filter, causing a loss in airflow and ultimately a loss in capture efficiency. It’s important in high-volume production to use multi-stage filtration with media that self-cleans during operation by optimizing the drainage of the separated coolant. You also need to select the right filter material to handle your specific droplet spectrum. Note that many mist collector manufacturers will list a high ASHRAE rating for their filters. However, ASHRAE’s rating system is used to measure efficiency in removing dry particulates and has nothing to do with mist or oil removal.
Airflow
The size of the machine tool enclosure determines the airflow. If the doors are opened every 25 seconds, you need a lot more airflow than if the doors are opened every half hour. Keeping a negative pressure inside the machine enclosure is important. When the doors open, an inrush of air from the outside keeps the mist and concentration out of the operator’s space and breathing zone. If airflow isn’t properly maintained and drops, the mist escapes.
Hours of Operation
The mist collection needs of a small machine shop with one shift each day, five days a week are much different from a major manufacturing facility that operates around the clock. Large automotive makers, aerospace manufacturers, and medical device producers run shifts 24/7 and can’t have downtime. Inexpensive collectors like fiberglass V-bags and centrifugal-type units aren’t designed for nonstop operation and will ultimately fail when used in this capacity.
Finding the Best Collector for the Job
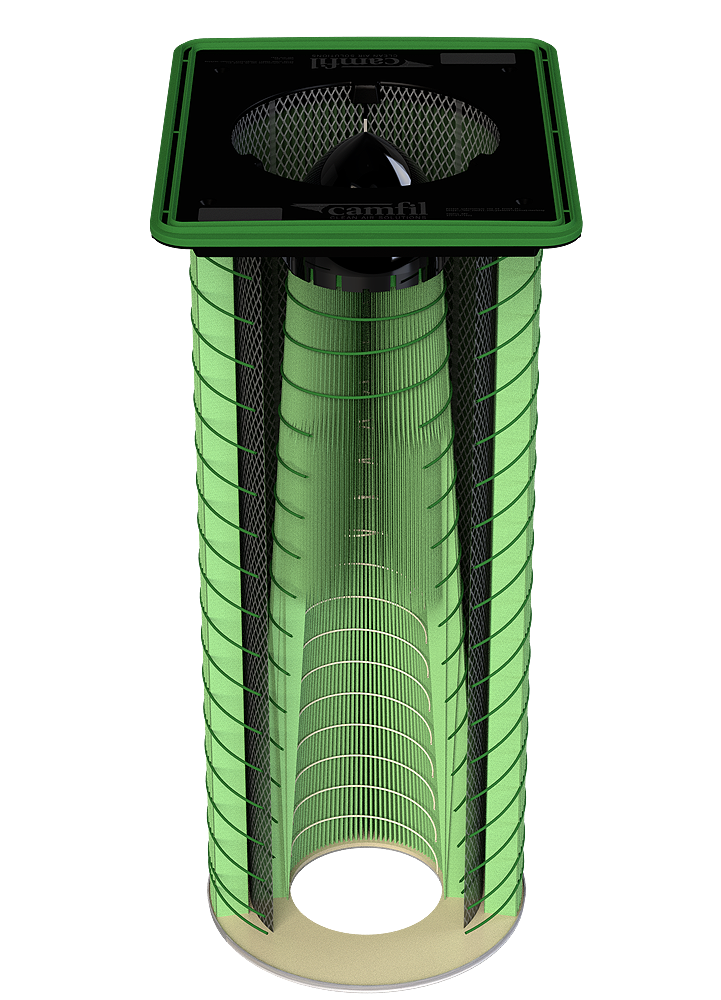
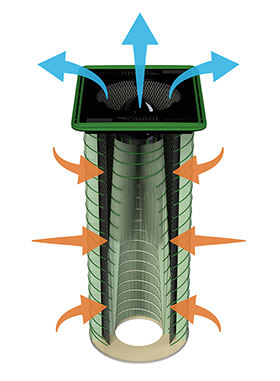
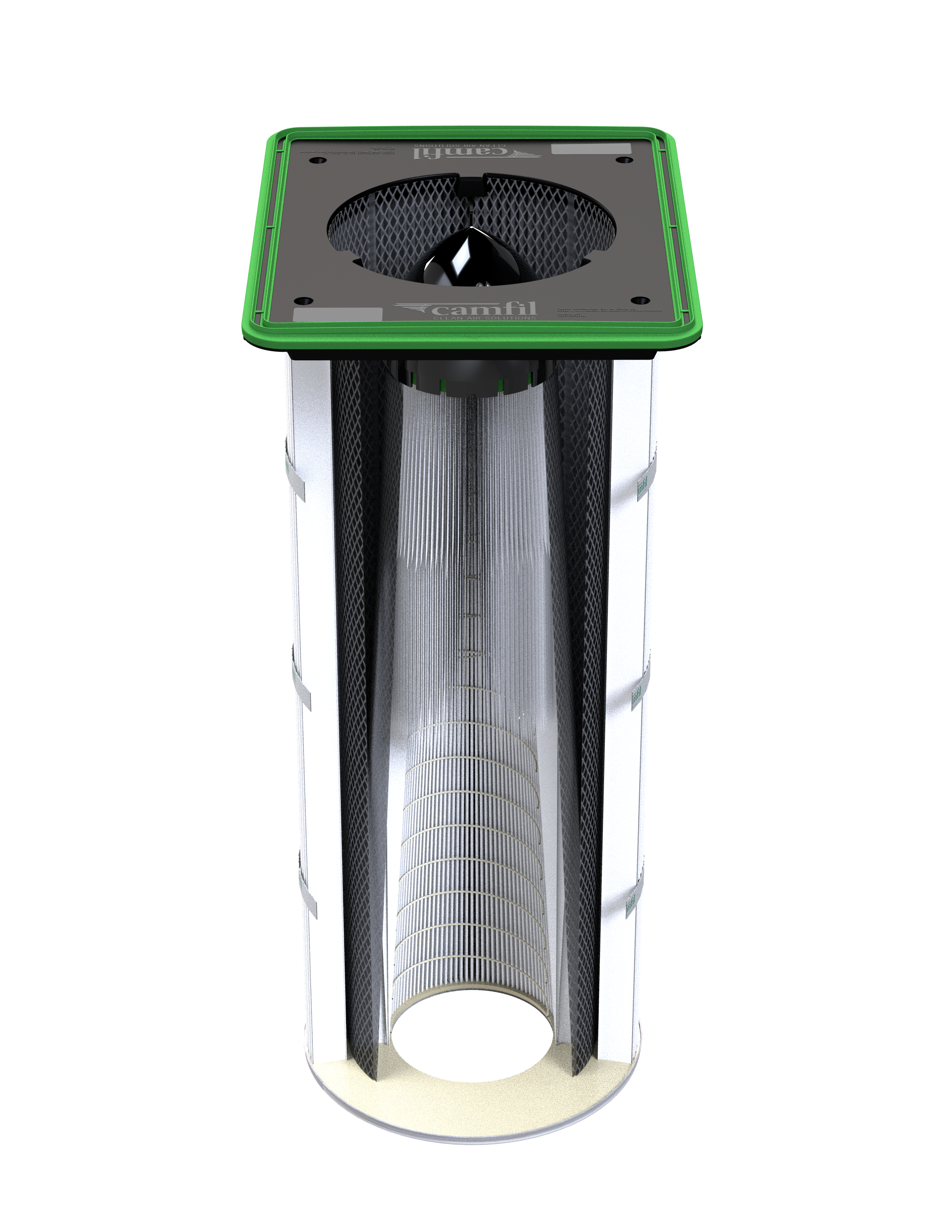
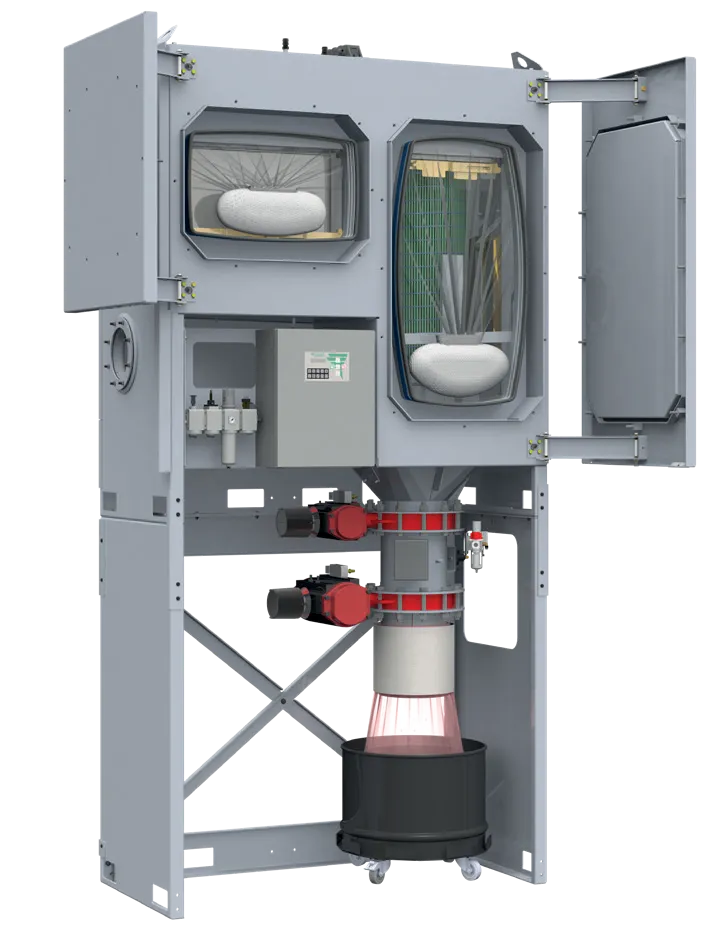
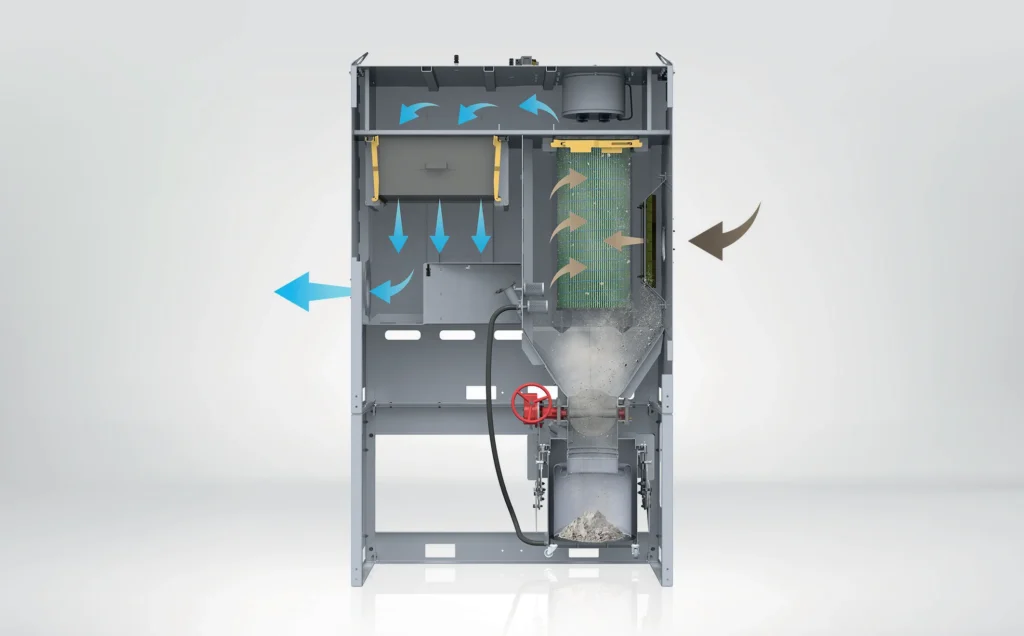
It’s critical to work with an expert in the mist collection field who has designed installations for a wide variety of applications. A high-efficiency mist collector loads the filter then uses gravity to bring the droplets together and drains them, as it keeps running.
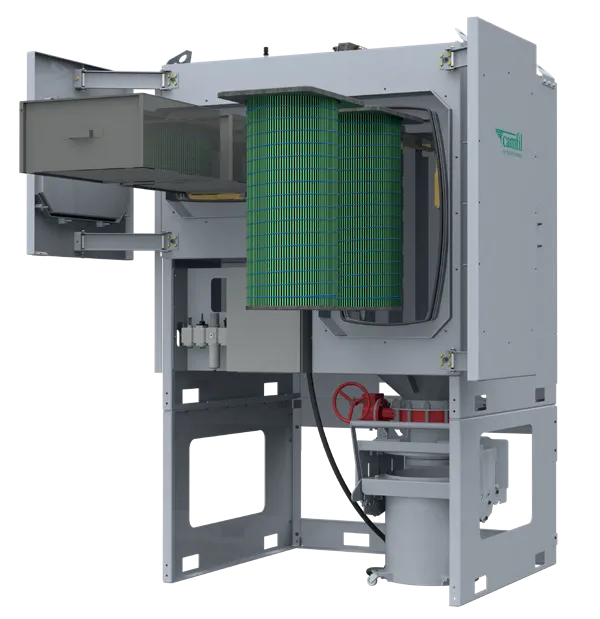
Look for two stages of long-life coarse and fine filter demisters, followed by a final-stage HEPA filter with combined efficiencies of 99.9 percent on particles of 0.3 micron and larger. Units with an integrated spraying system cleans the demister filters, which reduces maintenance and extends the life of the primary filter.
If you’d like more information about mist collection best practices, our experts are ready to help.