Americas
Americas 
Challenge
Dyna-Mig experienced many problems with their current dust collector systems and needed a solution to minimize hazards and costly downtime. With their current collectors, they were constantly encountering downtime due to premature component failure. Some of the components were contained inside the collector, which posed a real challenge to work on outside in extreme Canadian winter weather. The biggest downtime issue was that they had to shut down the collectors to pulse clean the filters to reduce the differential pressure so the system could operate within the design parameters. These downtime issues plagued Dyna-Mig's production since they ran a 24/7 production schedule to meet their high demand of products and services.
Solution
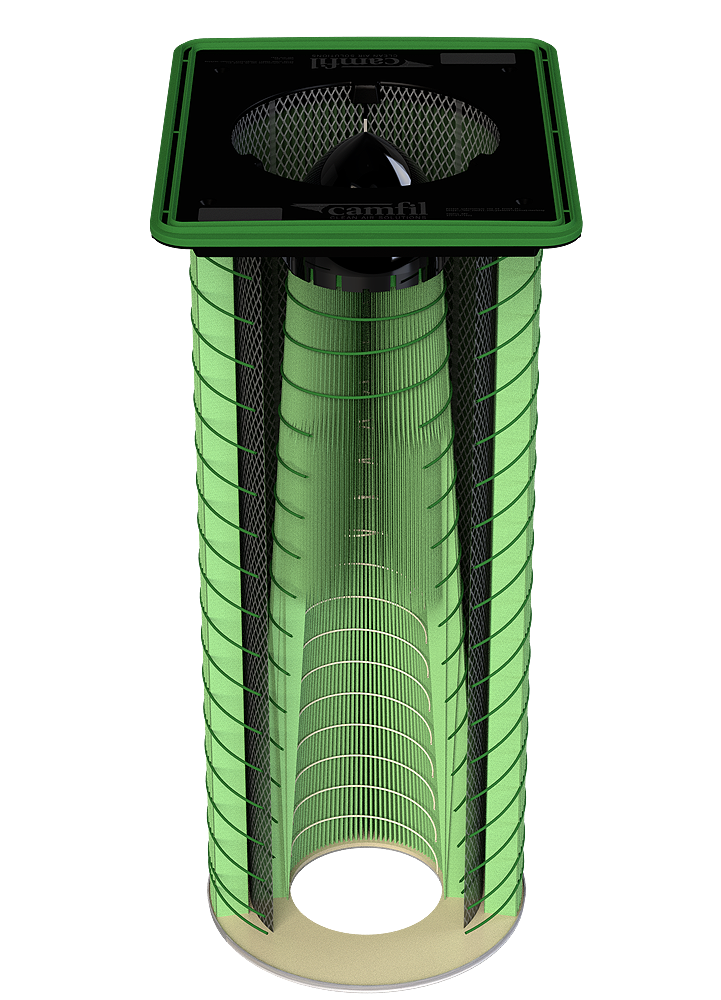
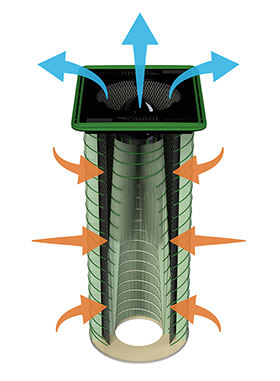
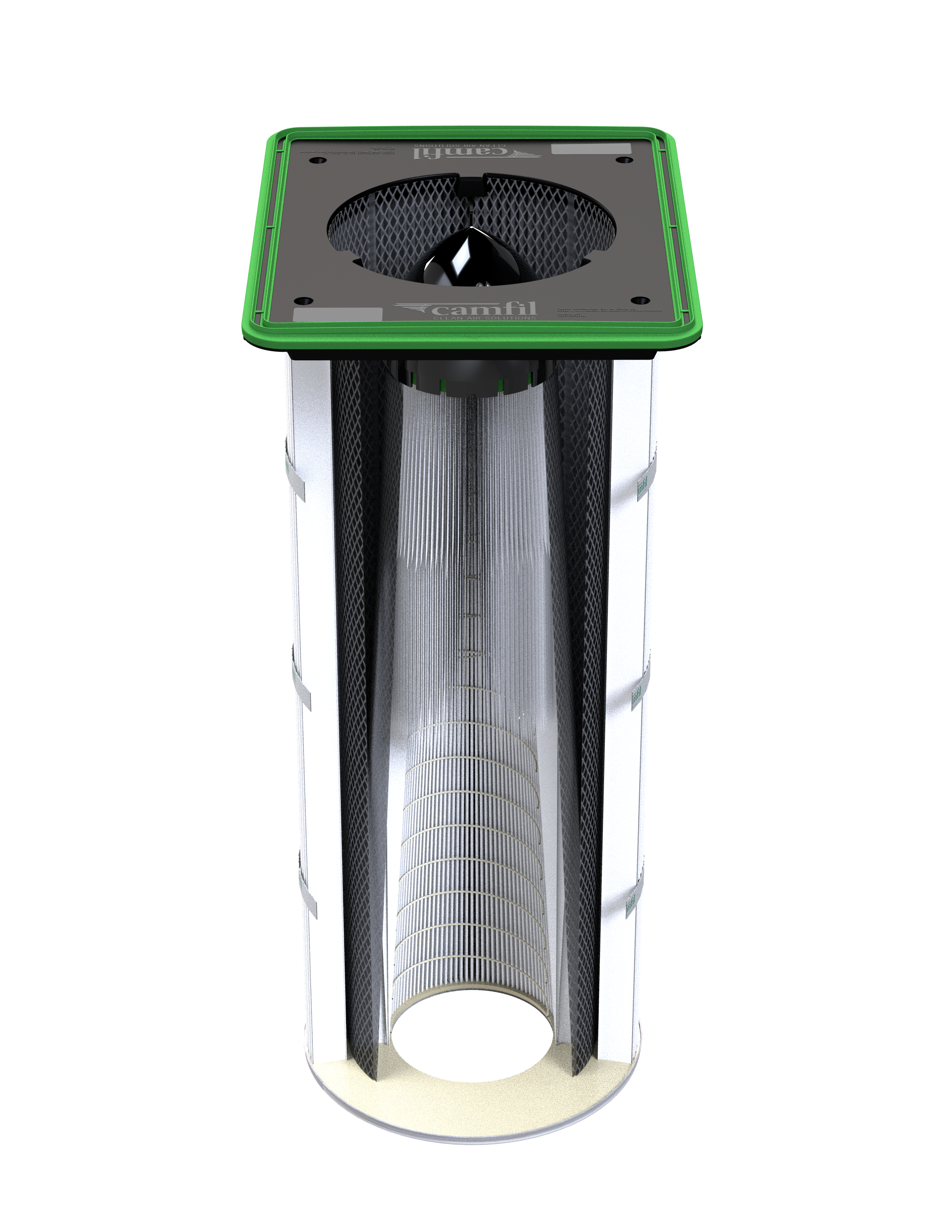
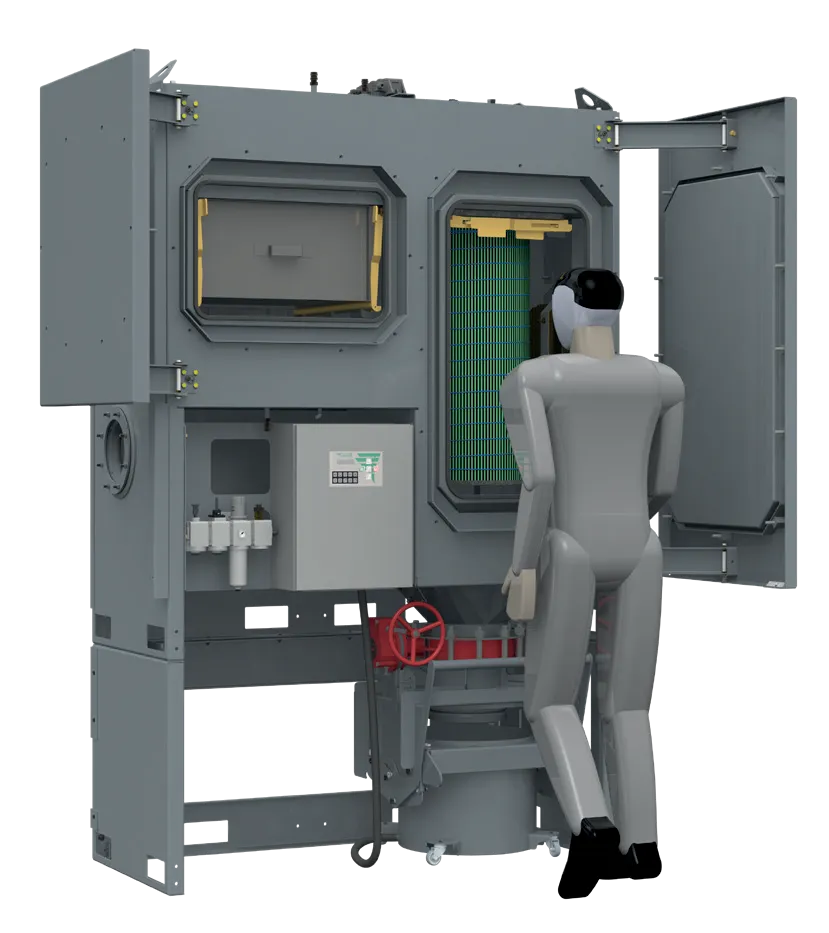
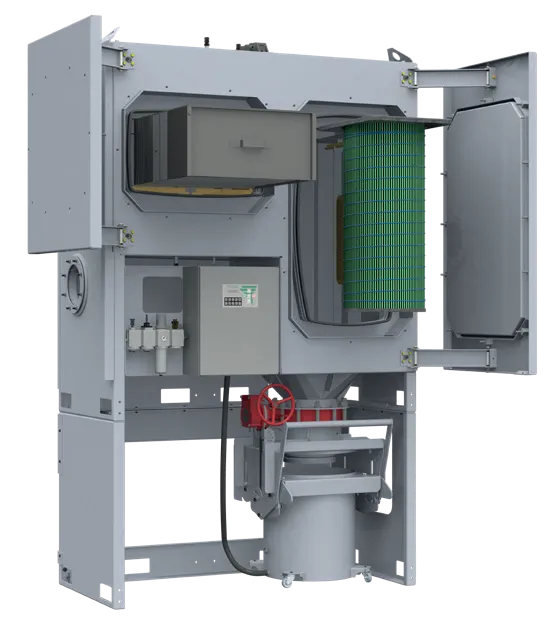
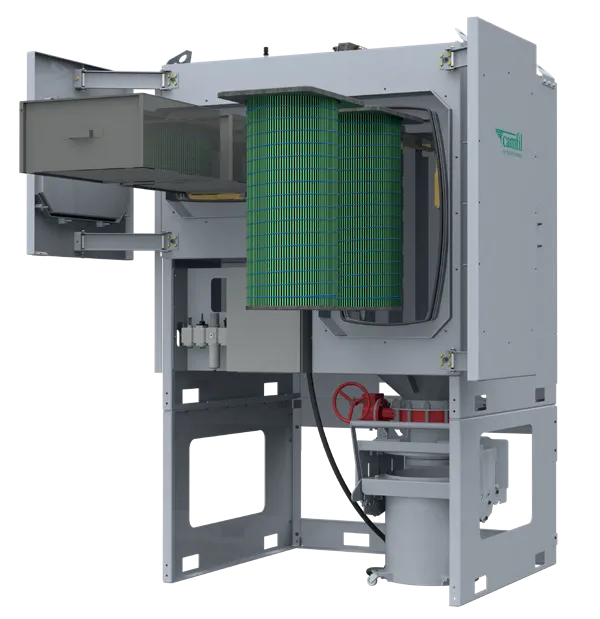
KRR had a long-standing relationship as a mechanical contractor with Dyna-Mig and told management that Camfil had a solution for the issues they were experiencing with their competitor collectors. On July 25, 2019, KRR invited Camfil to bring the GSX Demo Trailer to meet Dyna-Mig's General Production Manager, Facilities Coordinator, Facilities Manager, and other plant personnel. Everyone from Dyna-Mig was impressed with the unique airflow design that the demo trailer illustrated plus the ease of maintenance demonstrated with the option of the control panels being mounted outside the collector.
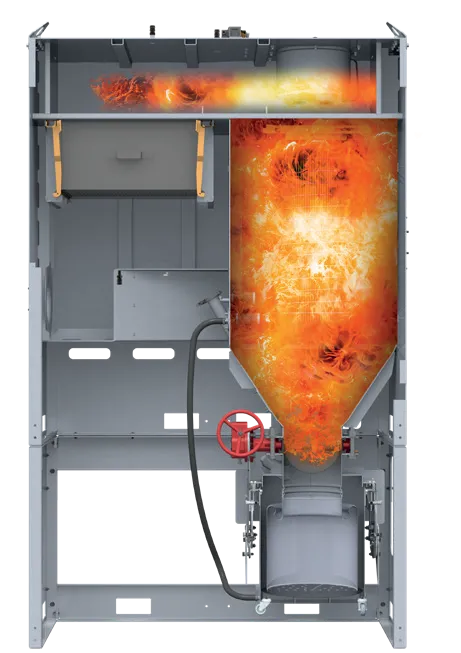
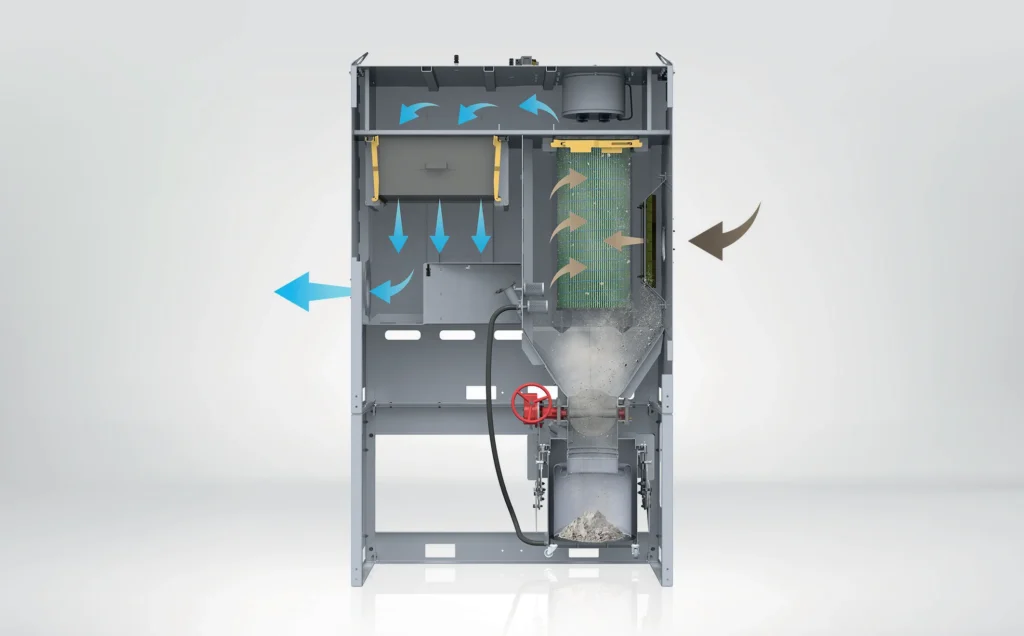
Dyna-Mig said 3 main advantages set Camfil apart from the competition. The first advantage was Camfil had a team of experts with years of experience equipping robotic weld systems. The second advantage was Camfil guaranteed the collectors could pulse down "online" when the fans were running, giving Dyna-Mig a 24/7 window to produce parts without shutting down the fans to pulse. The final advantage was a Variable Frequency Drive (VFD) that would not fluctuate up and down as the robotic welders started and stopped but would maintain a constant airflow. This constant airflow would allow the spark arrestors, spark detectors, and extinguishing systems to function as designed, which would greatly reduce if not eliminate the risk of live sparks making their way to the dust collector.
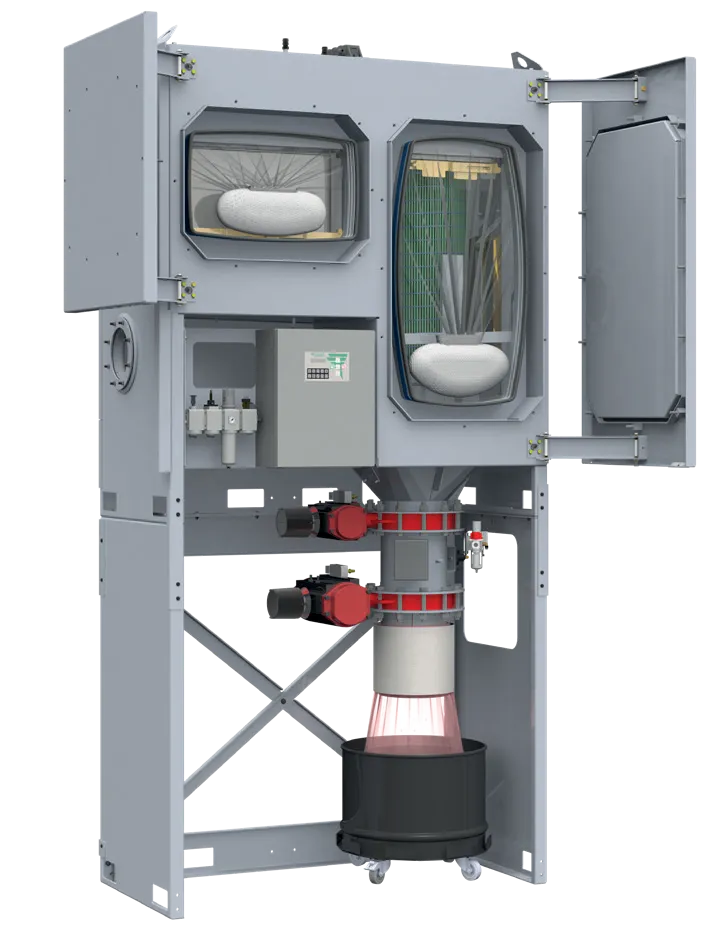
Another advantage worth noting was Camfil collectors would be much quieter than the existing collectors. Camfil could also supply an Integrated Safety Monitoring Filter (iSMF) for the return air and supply self-dumping hoppers, unlike the hard-to-reach dust barrels on the current collectors. Finally, Camfil could customize their I/O for all the features they wanted, and they were able to choose a custom color on the collectors to match the exterior of the plant.
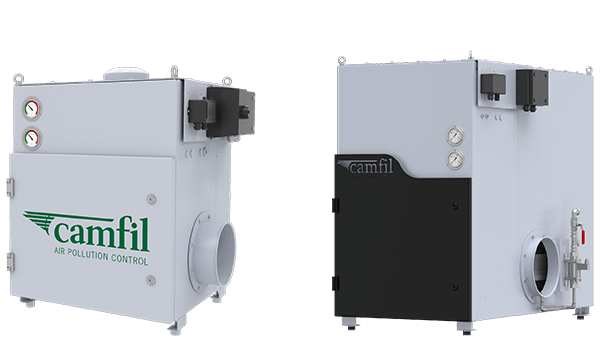
On August 22, 2019, Camfil received a PO for a GSX108. The GSX108 shipped out on October 30, 2019. Installation was in January 2020, which met a tight timeline for the trial date. The first time Dyna-Mig came out to see it run, they asked if the collectors were turned on because of how quiet it was running. By having a proper weld fume ventilation system, Dyna-Mig has been able to recycle the process air back into the facility, keeping their heating costs to a minimum in the heating season. They have also had no unscheduled downtime, no traces of dust fallout, and after one year, the cartridge pressure is still under 3.0" sp.
Dyna-Mig was so impressed with the equipment and installation of the GSX108 that on January 17, 2020, they ordered a GSX144 (4-GSX36) for 4 new robotic weld cells and was installed on September 30 of 2020. As of March 2021, the guarantees that Camfil expressed are still being realized.
Case Study Details
Client Name
Dyna-Mig, A Division of F&P Mfg. Inc.