Americas
Americas Built for extreme vacuum, pressure, and long-term reliability
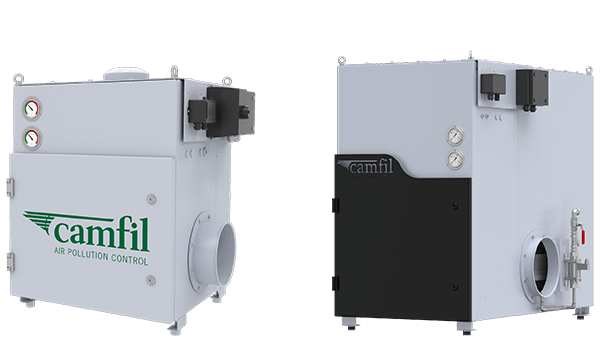
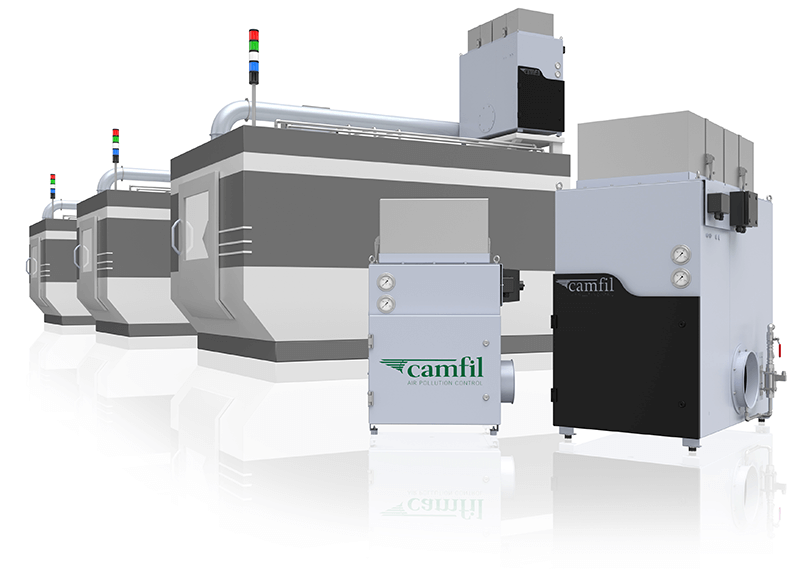
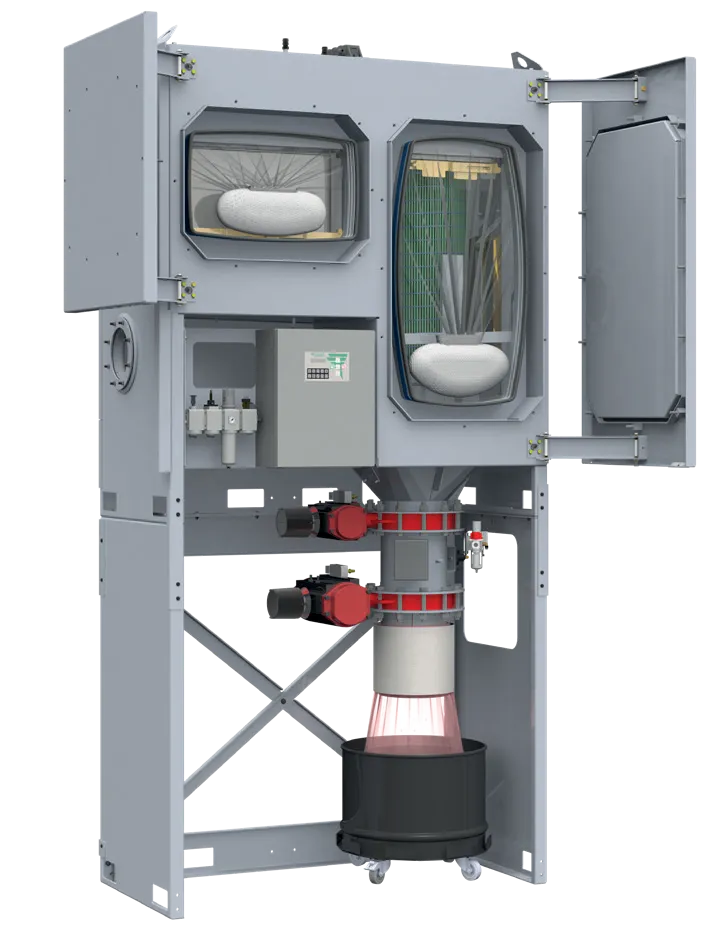
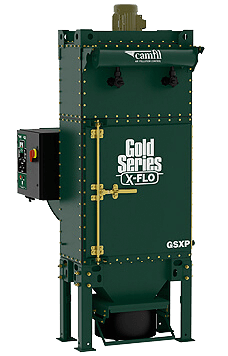
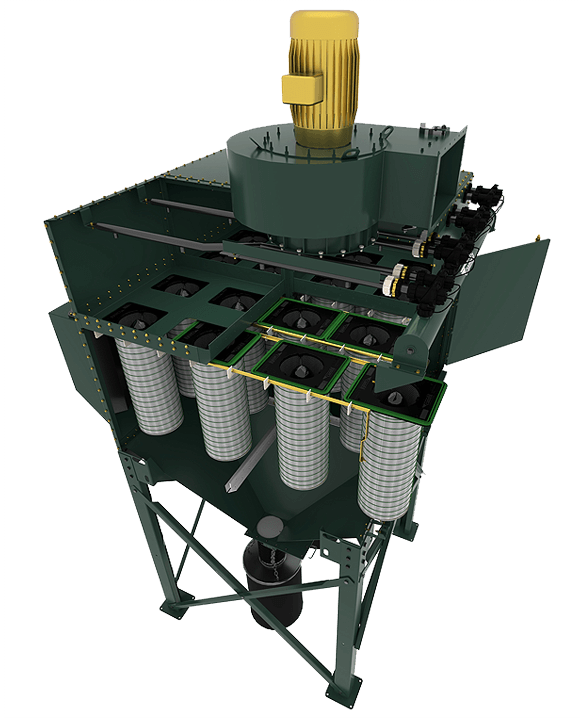
Designed for demanding industrial environments, Gold series high vacuum dust collectors deliver rugged construction, high-pressure performance, and advanced filtration for critical dust-handling applications. Built to withstand both strong vacuum and positive pressure conditions, these systems provide dependable operation in central vacuum lines, bin venting, and hazardous material handling.
Whether configured as a stand-alone collector or integrated into existing conveying systems, the Gold Series offers flexible installation options and long-term durability—making it a trusted solution for pharmaceutical, chemical, and bulk-material processes.
Applications
- Gold Series High Vacuum dust collectors are ideally suited for:
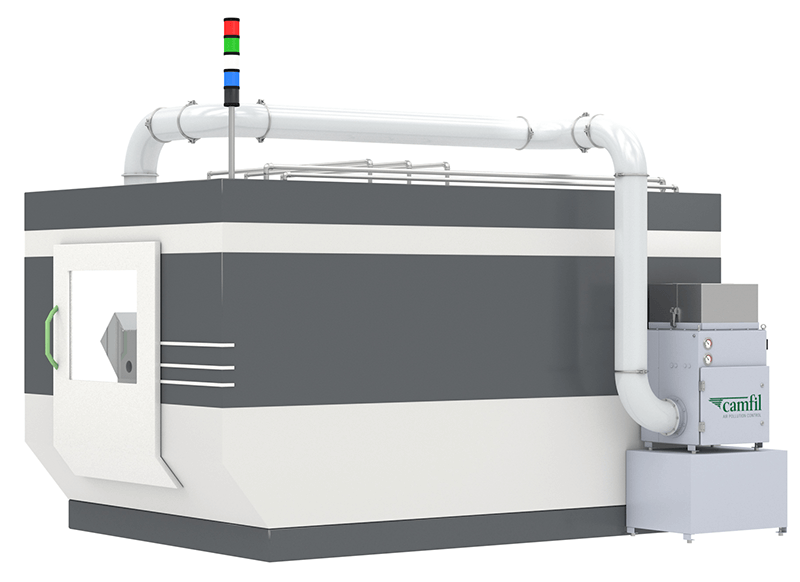
- Central vacuum systems
- Positive or negative product receivers
- High-pressure bin venting
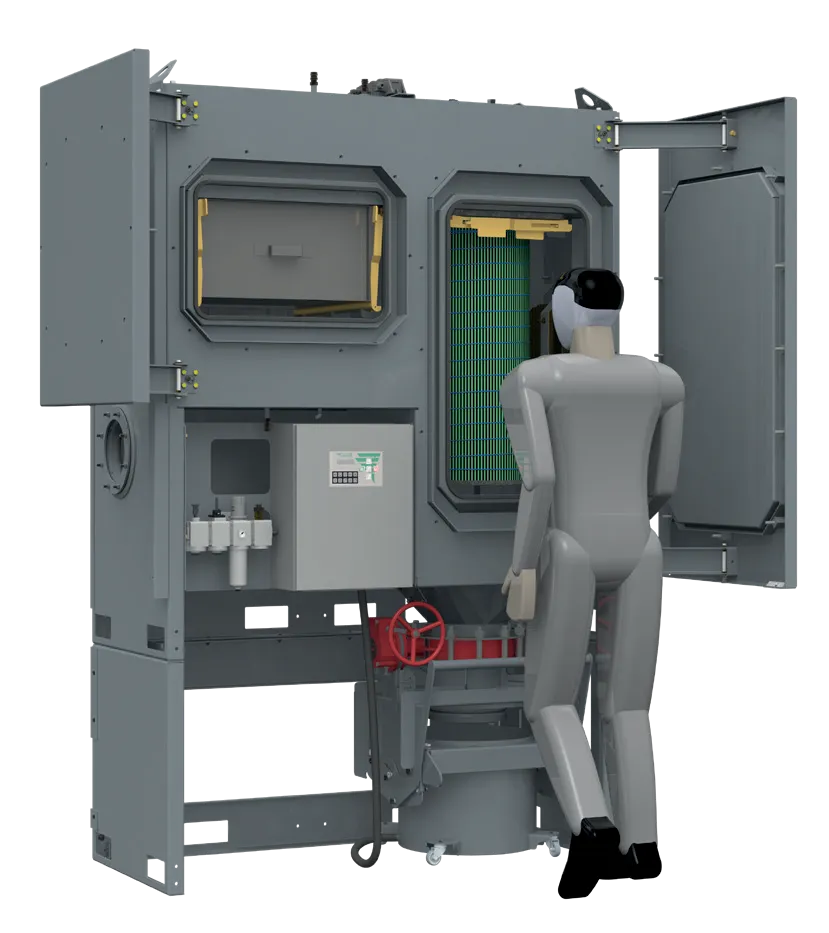
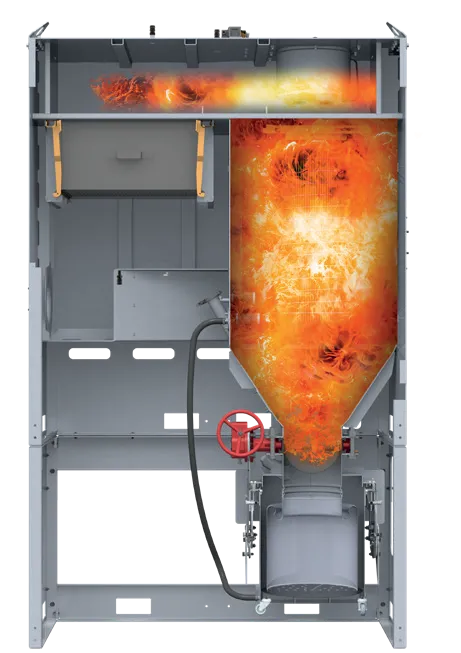
- Pharmaceutical or hazardous dust environments when paired with bag-in/bag-out access systems
Key features & performance advantages
Built for strength, efficiency, and serviceability, every Gold Series collector includes:
- Heavy-duty construction
Fabricated with robust 10- and 7-gauge steel to withstand harsh industrial conditions. - High-pressure vessel strength
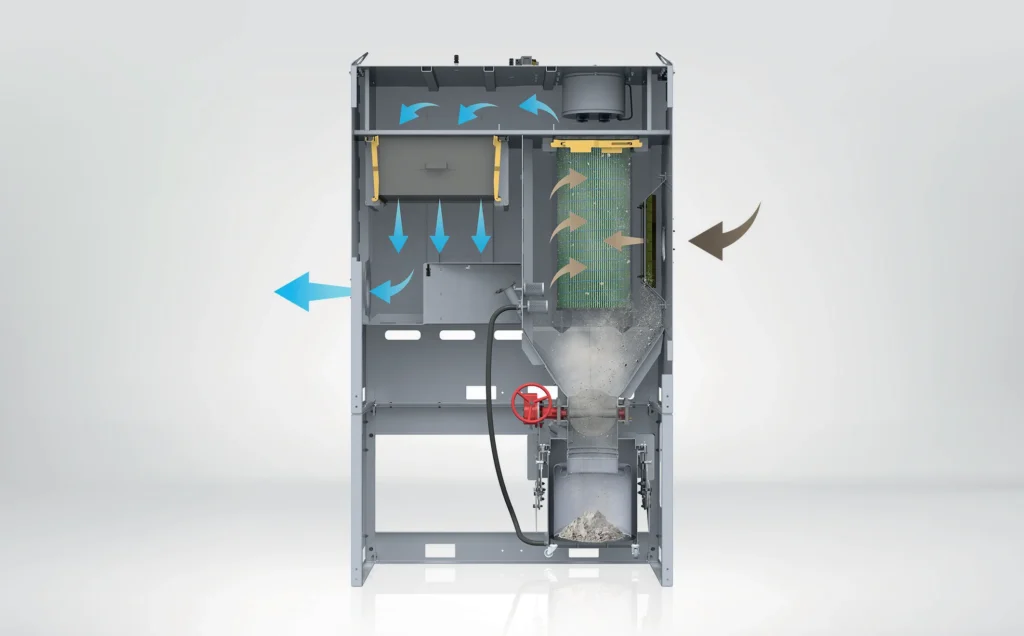
Rated for 17 inches Hg vacuum and up to 8 psi positive pressure (without explosion venting). - Optimized inlet design
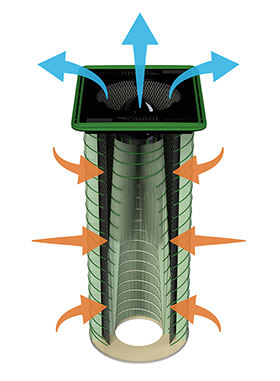
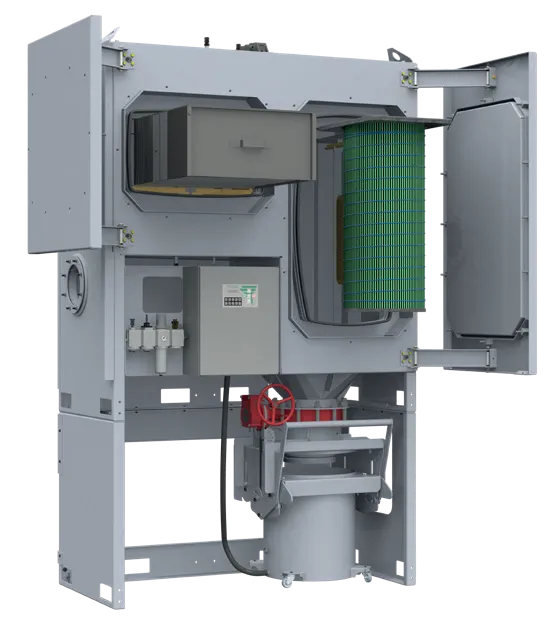
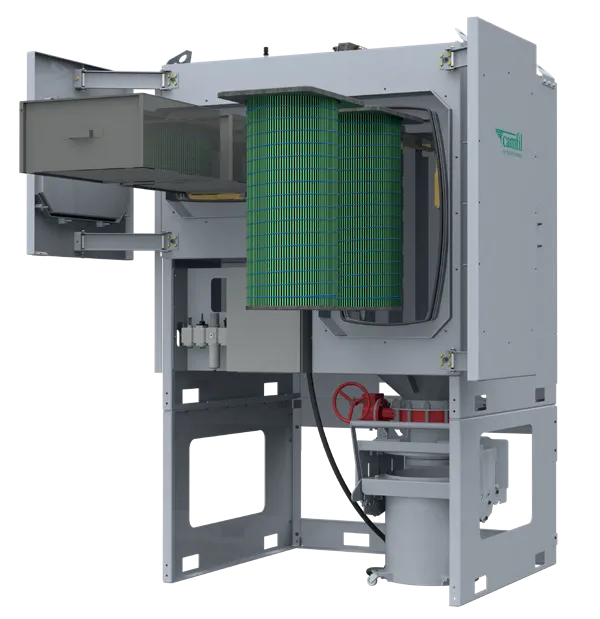
A flanged, tangential inlet reduces direct dust contact with filters—extending filter life and improving performance. - Flexible system configuration
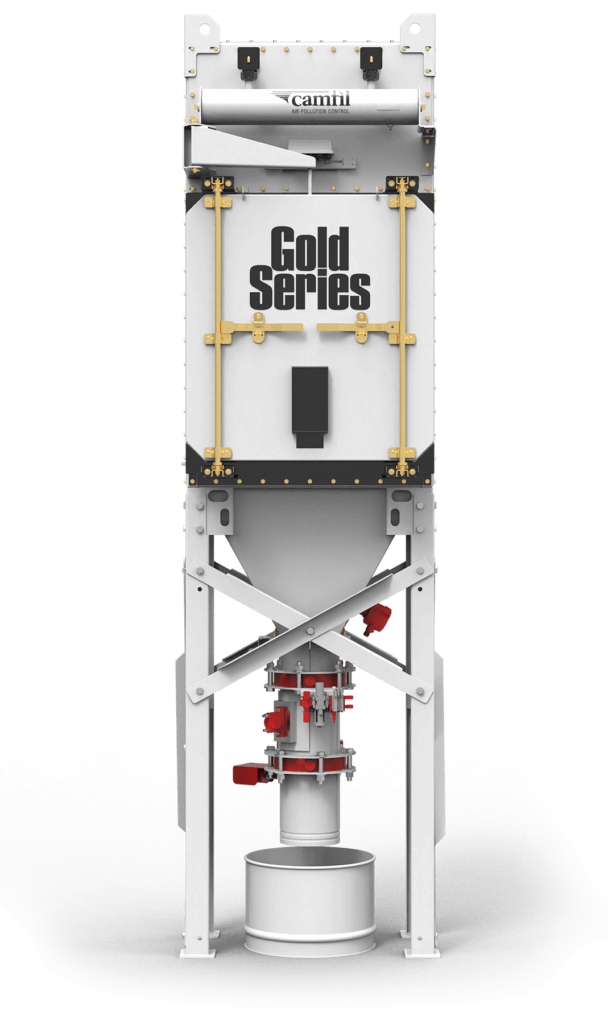
Can operate as a stand-alone dust collector or without hopper and support structure for bin-vent applications. - Advanced pulse-cleaning system
Includes a field-mountable solid-state control panel for consistent, reliable filter cleaning. - Premium filtration media
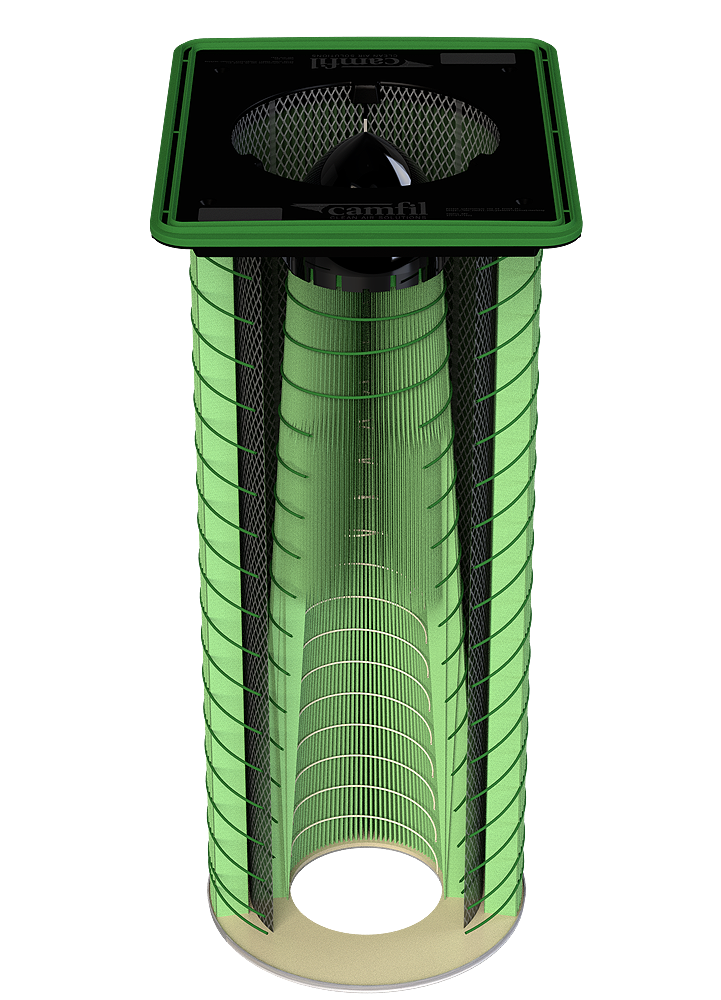
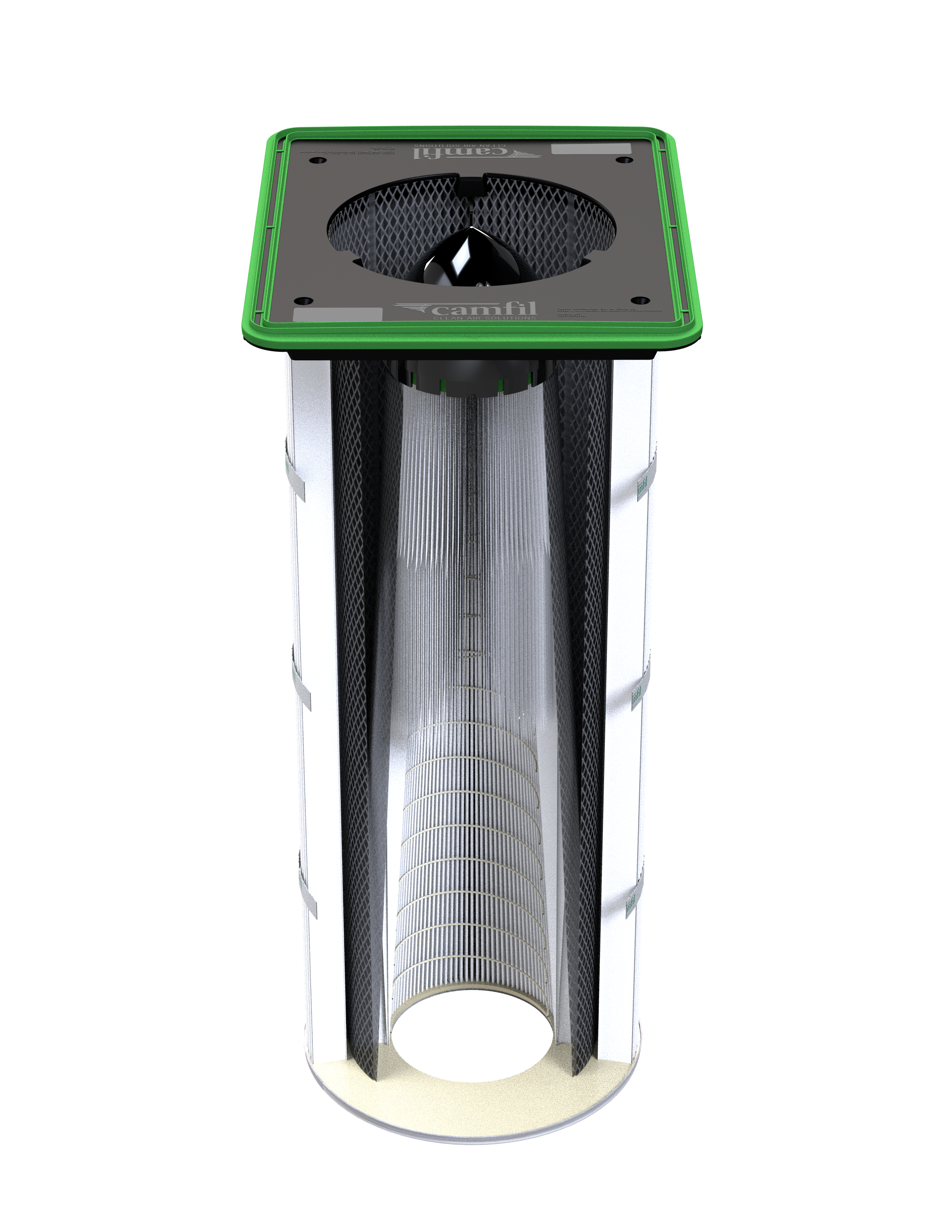
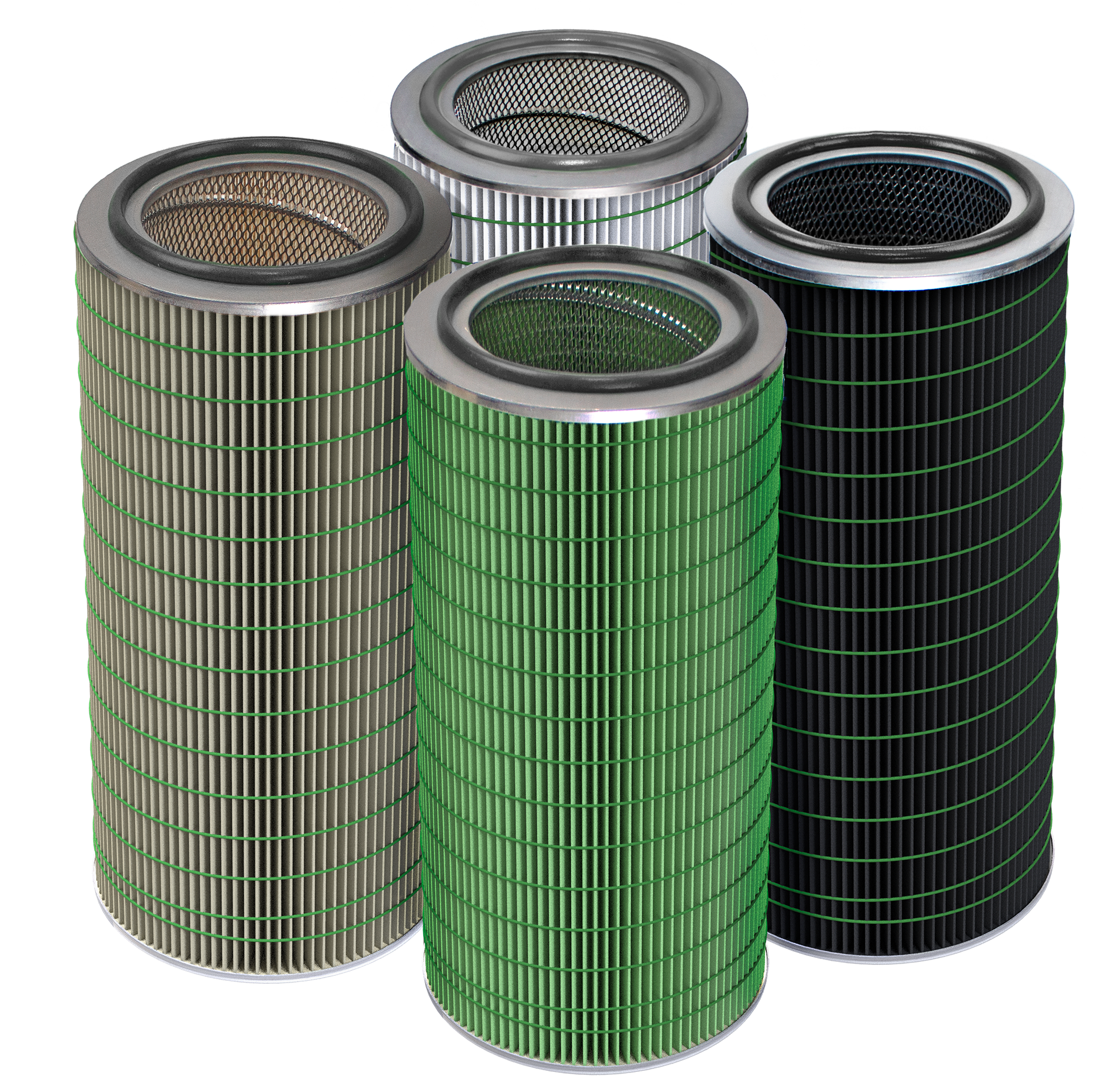
HemiPleat® Gold Cone™ filter cartridges feature double-seal gaskets and separator beads to maintain uniform pleat spacing and maximize airflow efficiency.

Options


Available options
Gold Series High Vacuum Dust Collectors can be configured with a horizontal explosion vent for added protection, along with bag-in/bag-out filter access doors and continuous liner discharge systems for pharmaceutical or hazardous dust applications. Flexible discharge options include a 55-gallon drum or self-dumping hopper, allowing safe, efficient material removal to match your process needs.