Americas
Americas 
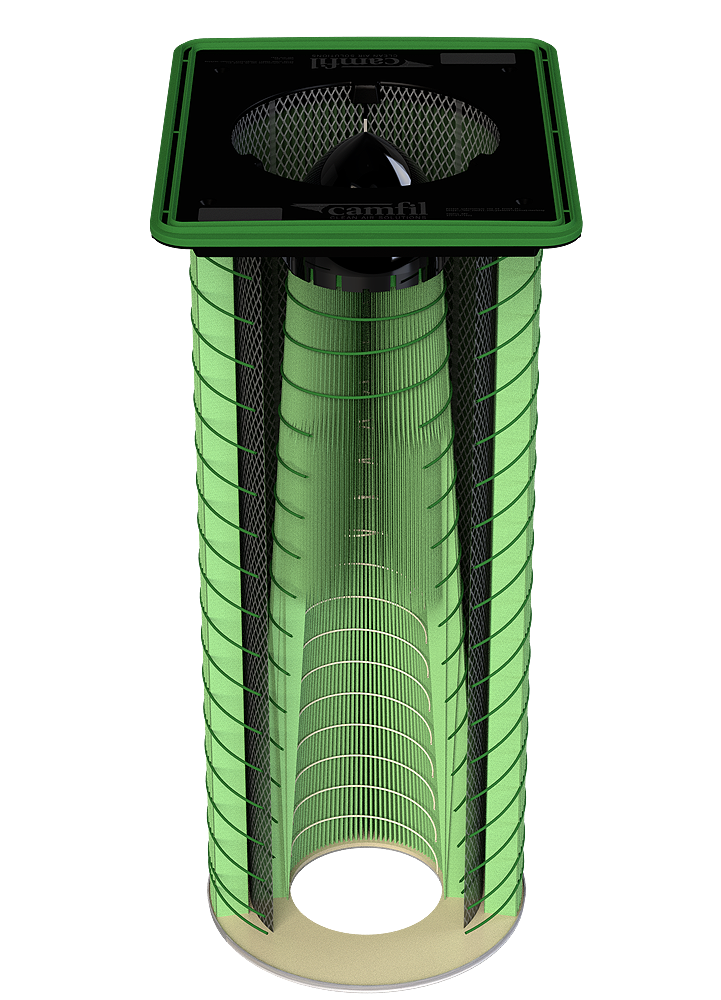
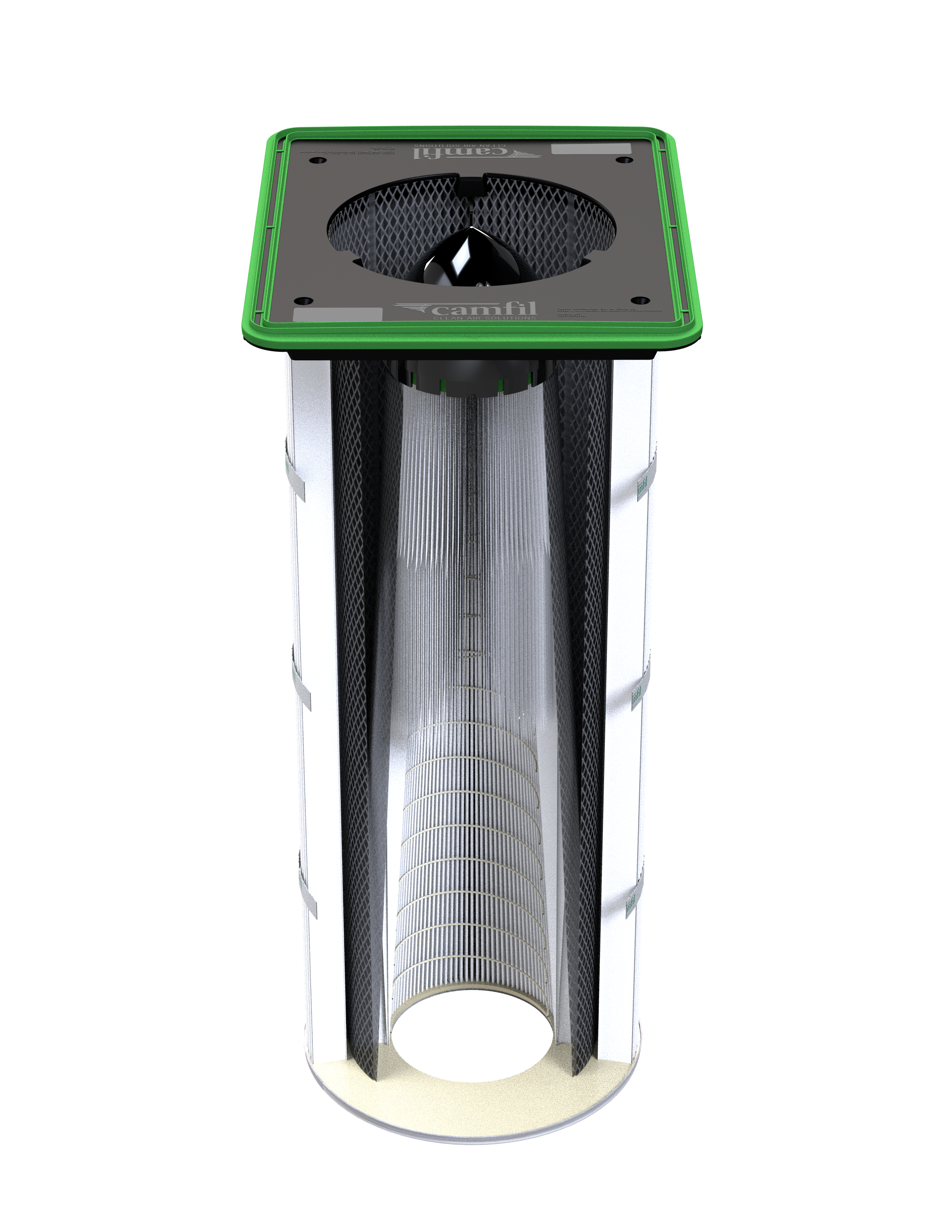
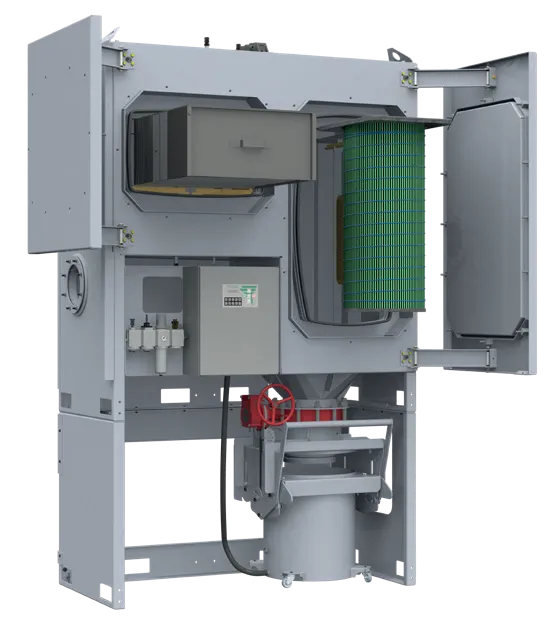
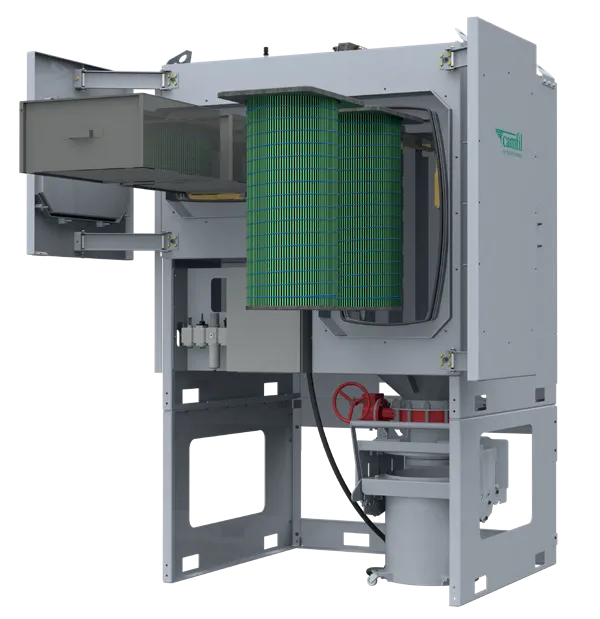
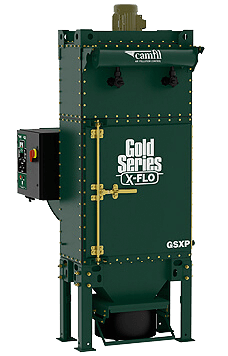
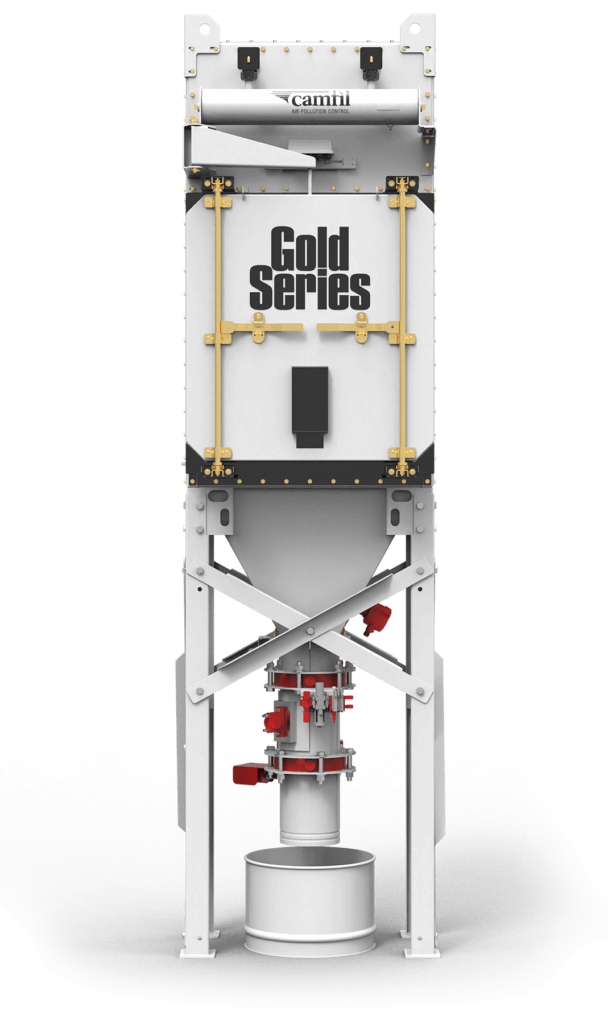
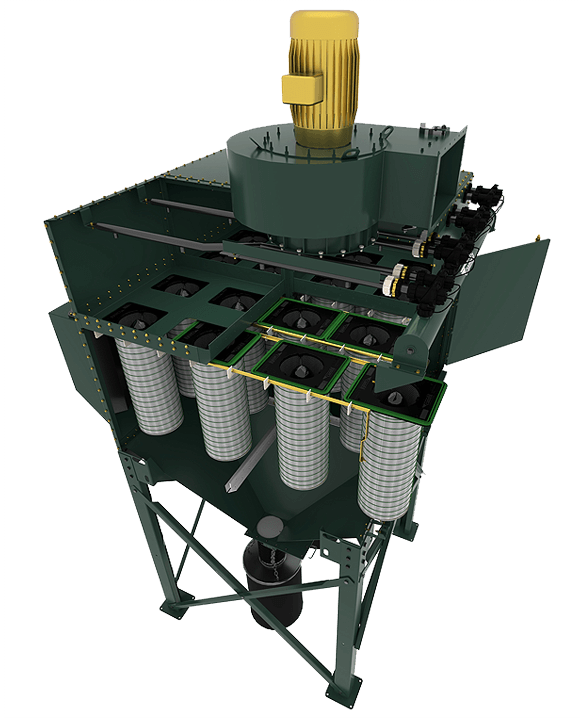
Figure 1. Dust collection equipment used in the surrogate test.
The equipment selected for evaluation by the customer was a cartridge-type contained system designed for high efficiency collection of dry dusts. This equipment is suited to a variety of pharmaceutical dust collection applications including tablet presses, coating machines, fluid bed drying, spray drying, blending, granulation, central vacuum systems, and general room ventilation. The equipment to be tested contained four cartridge filters rated at 99.999 percent efficiency (MERV 16) on 0.5 micron particles and larger with the capability to handle risk-based category 3, 4, and 5 compounds with OELs less than 1.0 µg/m³ for an 8-hour time weighted average.
Any point of potential exposure to hazardous dust must be enclosed and maintained so the dust collector was equipped with soft-walled, safe-change containment technology for both the filter cartridges inside the collector and the discharge system underneath. The filter cartridges utilized the Bag-In Bag-Out (BIBO) technology with two cartridges removed per bag. The discharge system utilized continuous liner technology to contain the dust that would be released from the cartridges to the angled hopper below during automatic pulse-cleaning.
The surrogate testing commissioned by the customer was a Factory Acceptance Test (FAT) to verify performance. It was conducted with the idea that if the equipment did not function as expected, it would be easier to address modifications at the factory rather than at the customer site. The supplier's stated claim was that the equipment would perform at or below the standard threshold limit of 1.0 µg/m³ for a TWA.
There were three possible outcomes to the surrogate testing depending on the equipment's measured capability to meet this desired containment threshold:
- If results met or exceeded expectations, the customer would accept the contained dust collection equipment as designed.
- If results were close, but not quite within the required range, the supplier would make modifications to the equipment and then repeat the test to verify if those changes were successful.
- In the unlikely event that the equipment fell short of performance goals even after modifications, the customer would perform a risk assessment to determine the need for supplemental Personal Protective Equipment (PPE) or for other, more costly containment technologies.
Testing Protocol and Methodology
To perform the testing, the dust collection equipment supplier engaged an independent laboratory accredited by the American Industrial Hygiene Association (AIHA). Together the supplier and laboratory outlined a test protocol conforming to the ISPE Good Practice Guide, "Assessing the Particulate Containment Performance of Pharmaceutical Equipment." As described by ISPE this guide provides a standard methodology for use in testing the containment efficiency of solids handling systems used in the pharmaceutical industry under closely defined conditions. It covers the main factors that affect the test results for specific contained solids handling systems, including material handled, room environment, air quality, ventilation, and operator technique.
The customer wanted to apply all best available methodology to the task; so in addition to ISPE Good Practice guidance, the equipment supplier and laboratory also incorporated AIHA Good Industrial Hygiene Practices in developing the test protocol. This was completed in order to supplement the ISPE testing methodology specifically for assessing dust collection systems. The AIHA provides education, training, and publications on how to recognize and evaluate chemical hazards in a wide variety of situations (www.aiha.org). Utilizing multiple resources allowed for a comprehensive testing methodology to be developed to ensure compliance with applicable industry standards.
The testing methodology incorporated the following elements:
Surrogate Compound Selection
The first task was to select a test compound that would simulate the customer's API without posing a hazard to the operators or the surrounding environment. Lactose is the most common surrogate used due to its ability to be micronized, its free flowing or non-free flowing particle size distributions, its inactivity, and its cleanability. The free flowing particle size can range from 45 to 250 µm and the non-free flowing averages around 50 µm. The detection limit sensitivity of lactose in air is 0.005 µg/m³ for an 8-hour Time Weighted Average (TWA) and 0.17 µg/m³ for a 14 minute Short Term Exposure Limit (STEL).
In this test, non-free flowing lactose milled to provide a 50µm average particle size was the surrogate of choice. Table A shows the specifications for the surrogate test dust. It should be noted that the surrogate specified was 100 percent lactose, undiluted with other materials. In real-world processes, the API is incorporated in a specified concentration and is mixed with other inactive substances and excipients. By the time it raches the dust collector, usually at the end of the process the API might account for just a very small percentage of the dust being captured. By using an undiluted test dust, the collector would thereby be challenged with a "worst case scenario." A total of 62.5 kilograms of lactose was used to conduct the testing.
Non-Free Flowing Lactose Test Dust Specification
Description: A spray-dried mixture of crystalline and amorphous lactose
| Chemical Analysis | Typical | Specification |
|---|---|---|
| Acidity or alkalinity | 0.1 mL | 0.4 mL of 0.1 N NaOH (maximum) |
| Clarity and color @ 400 nm | 0.01 | 0.04 (maximum) |
| Heavy metals, µg/g | Less than 5.0 | 5.0 (maximum) |
| Loss on drying, % | 0.3 | 1.0 (maximum) |
| Protein and light-absorbing impurities | ||
| at 210-220 nm | 0.05 | 0.25 (maximum) |
| at 270-300 nm | 0.01 | 0.07 (maximum) |
| Residue on ignition, % | 0.02 | 0.1 (maximum) |
| Specific rotation | + 54.8° to + 55.2° | + 54.4° to + 55.9° |
| Water, % | 4.8 to 5.2 | 4.5 to 5.5 |
| Microbiological Standard | Typical | Specification |
| Total aerobic microbial count | Less than 10 cfu/g | 100 cfu/g (maximum) |
| Escherichia coli | Negative | Negative |
| Total combined molds and yeasts count | Less than 10 cfu/g | 50 cfu/g (maximum) |
| Staphylococcus aureus | Negative | Negative |
| Pseudomonas aeruginosa | Negative | Negative |
| Salmonella species | Negative | Negative |
| Powder Fineness (Cumulative) | Typical | Specification |
| On USS #30 (600 micron) | 0% | 0% (maximum) |
| On USS #140 (106 micron) | 30 - 60% | 20% (minimum) |
| On Uss #200 (75 micron) | 55 - 75% | 5-% (minimum) |
| Physical Characteristics | Typical | Specification |
| Bulk Density | 0.67 g/mL | 0.60 g/mL (minimum) |
| Tapped Density | 0.78 g/mL | 0.70 g/mL (minimum) |
| % Lactose (d.b.) | 99% (+) | |
| Appearance and flavor | White, crystalline powder, slightly sweeet |
Test Room

Figure 2. Mezzanine adjacent to test room, sealed off with poly sheeting with dust collector platform visible at the right.
The dust collection equipment was located in a dedicated and decontaminated area of the equipment manufacturer's factory. The test area was isolated and sealed off and personnel access was tightly controlled and limited to test personnel to keep the area pristine and avoid contamination - Figure 2. Prior to the FAT, test personnel pressure-washed the test room, cleaned the floor with a power scrubber, and manually wiped the exteriors of the equipment and other surfaces.
The area was maintained at a relative humidity of 50% (± 10%), a temperature of 20°C (± 5°), and a positive room pressure of > 10 Pa relative to the adjacent space. An air change rate of three to five changes per hour was maintained. Air sampling devices were installed in opposite corners on the east and west sides of the room, and numerous other sampling points were designated for surface swab tests.
Air and Surface Sampling Plan
The sampling plan called for a total of more than 47 air, surface wipe, and personal samples to be taken to evaluate dust collector performance as follows:
- Background general area air samples and surface swab samples to be collected prior to the liner change, continuous liner discharge, and filter change operations. the "before" testing was scheduled after cleaning of the area and about one hour prior to the test to make sure the background environment was clean and would not compromise results.
- One single-event breathing zone sample to be collected for each of two test operators during the liner change operation, during each of the three continuous liner discharge tasks, and during each of the four filter change tasks of the operational test.
- One multi-event breathing zone air sample to be collected for each of the two operators during the liner change operation, the three continuous liner discharge cycles, and the four filter change tasks of the operational test. Figure 3 shows the operators each wearing single and multi-event air sample pumps and filters.
- Four general area event air samples to be collected near the discharge chute of the dust collector during the liner change operation and each of the three continuous liner discharge cycles of the operational test - Figure 4.
- General area event samples to be collected near the top in Figure 5 and bottom of the bagging flange during the four filter change tasks of the operational test.
- Two general area background air samples to be collected during the liner change operation, three continuous liner discharge cycles, and the four filter change tasks of the oeprational test.
- Surface swab samples to be collected from the discharge chute after each of the liner change operations in Figure 6 from each of the three continuous liner discharge cycles, and from the top and bottom of the bagging flange after filter change tasks No. 2 and No. 4 only.

Figure 3. Operators each wearing single and multi-event air sampling pumps and filters.

Figure 4. General area event sample collected 8" from bottom of discharge chute and collection bag during liner change operation.

Figure 5. Location of general area air sample above top of bagging flange before filter change No. 1.

Figure 6. Location of swab sample collected from discharge chute after completion of continuous liner discharge No. 3.
Figure 1. Dust collection equipment used in the surrogate test.
Test Sequence
The actual test conditions
mimicked workplace operations as closely as possible to ensure meaningful results. Working from a charging area adjacent to the test room, an employee charged the lactose surrogate dust to the collection system on a pre-determined schedule. Two charge and discharge cycles using 12.5 kg of lactose per cycle occurred during the first simulated work-shift test day, and one additional charge of 12.5 kg also occurred on this day. This third charge of lactose was left in the dust collector until the following test day.
Test operators conducted an additional liner change operation on the following day to discharge the third charge of 12.5 kg of lactose left in the system the previous day. They performed two additional charges of 12.5 kg of lactose to the system to conduct liner discharges No. 2 and No. 3. The recirculating air conditioning system in the test room was turned off for the entire time so that it would not skew results.
Background Air and Swab Samples
These samples were collected after the cleaning of the test location. They were collected in specific areas both in the testing room and on the equipment. The purpose was to determine the validity of the air and swab samples collected during the surrogate test. If the background sample results showed a high level of contamination, the results of the surrogate test would be skewed and inaccurate.
Personal Air Sampling
Air samples were collected on ultra high efficiency glass fiber filters enclosed in 25-millimeter (mm) cassettes using air pumps designed to draw a measured volume of air at a steady flow rate through the cassettes. Pumps were calibrated on-site before and after each sample period. The two test operators wore sampling pumps and filters attached in the breathing zone, which is defined as a hemisphere forward of the shoulders with a radius of approximately six to nine inches. Each operator wore two sampling pumps and filters - a "single event" unit to monitor specific short-term events of 15 to 20 minutes' duration; and a "multi event" unit to monitor total exposure for the duration of the test, covering a time period equivalent to a standard employee work shift. Since a real-world employee may perform many different tasks over the course of a shift, it is imporant to do short-term sampling as well as overall sampling to monitor possible spikes in exposure levels, poinpoint problem areas if any, and receive a more accurate picture of dust collector peformance.
The testing equipment thereby simulated the respiratory rate of a human being; and the material collected on the filter media over time provided a snapshot into potential operator exposure to the surrogate under real-world conditions. Operator exposure is considered a concentration of an airborne contaminant to which an employee would be exposed without benefit of personal protective equipment, such as a respirator.
General Area Testing
Sampling pumps with air filters in cassettes as described above also were used for non-operator monitoring. As detailed previously (see Air and Surface Sampling Plan), general area event air samples were collected at specified equipment locations during the discharge cycles and filter changes to monitor surrogate emission levels associated with those tasks. In addition, two air sampling pumps with filters were located in opposite corners of the test room. These pumps ran throughout the entire testing event for general area background evaluation in the test room. The purpose of this additional sampling was to identify and measure whether any test dust was escaping into the ambient air or migrating to other areas of the test room. Again, the goal was to paint as complete a picture as possible by using multiple data points to monitor system performance.
Swab Sampling
Swab sampling or surface monitoring provided a supplemental measurement technique. Surface monitoring is typically used to assess the amounts of surrogate contamination on a surface. It is regarded as a subjective test and is not a stnadardized technique for establishing health risks; however, it is an importrant measure in establishing the containment performance of the equipment. This type of testing is typically used to verify the presence of the surrogate in locations where it should be absent.
Samples were taken over a 25 cm² (5 cm x 5 cm) area in several locations (see Air and Surface Sampling Plan) using laboratory swabs. These included the background general area samples taken prior to testing as noted above, and samples collected at specified equipment locations after the discharge cycles, and after the second and fourth filter change tasks.
Field Blank Samples
As a quality control procedure, a blank air sampling filter and surface swab also were provided to the laboratory for analysis. These "field blanks" - unused and unidentified samples submitted at the same time as the actual samples - helped to provide a quality control check to verify accuracy of the lab work.
Operator Tasks
As noted, the cartridge dust collector was equipped with two safe-change containment systems: the Bag-In Bag-Out (BIBO) system designed to prevent dust contamination during filter change-out, and the Continuous Liner Discharge (CLD) system to contain the dust during discharge cycles. The surrogate testing encompassed operator activities relating to both systems, as follows:
BIBO Filter Cartridge Change
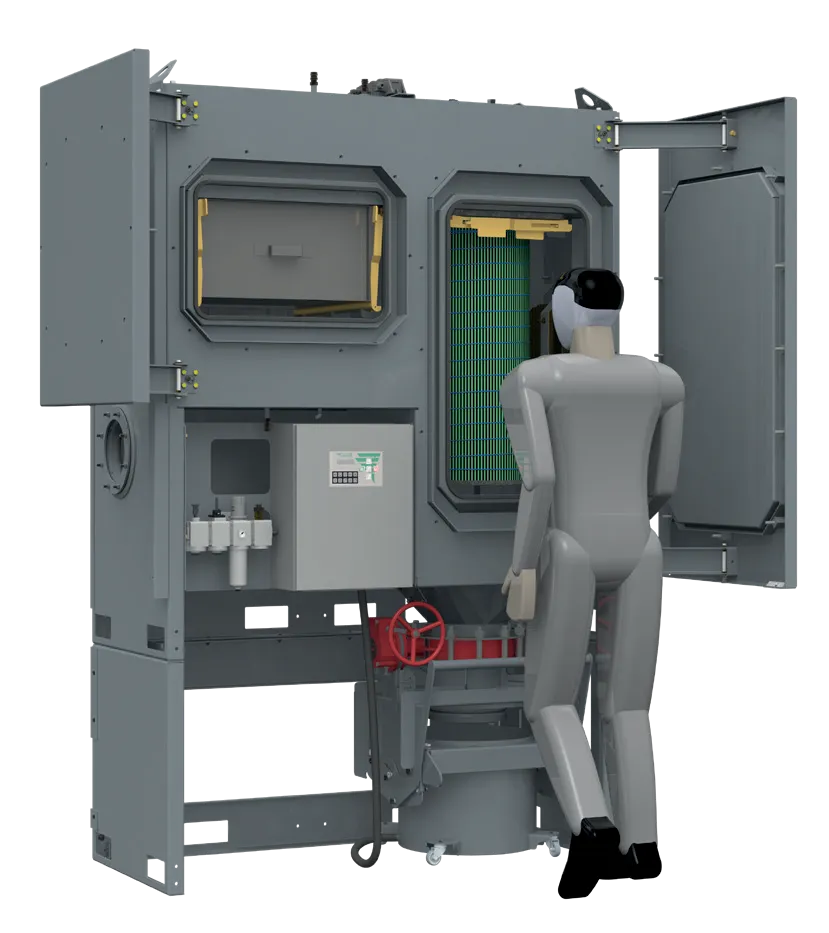
The two operators performed this task, manipulating a total of 16 cartridges during the test period: eight cartridges saturated with lactose and eight new cartridges replaced into the system. To perform filter change-out, the operators opened the hinged access door and worked through the bags to accomplish safe change-out while avoiding direct exposure to the contaminated filters, removing the used cartridges and then installing the new ones - Figure 7. Each change-out operation took approximately 40 minutes to perform, and the operation was completed four times to simulate shift equivalence (206 minutes total).

Figure 7. Operators performing BIBO filter cartridge change.
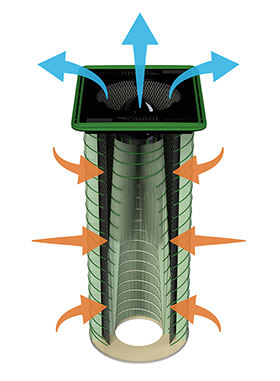
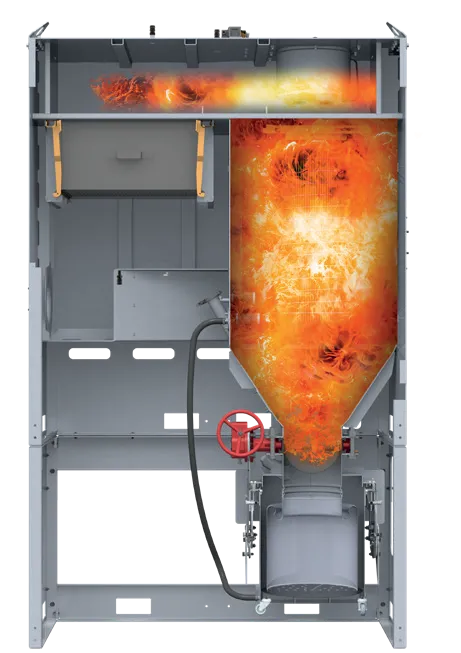
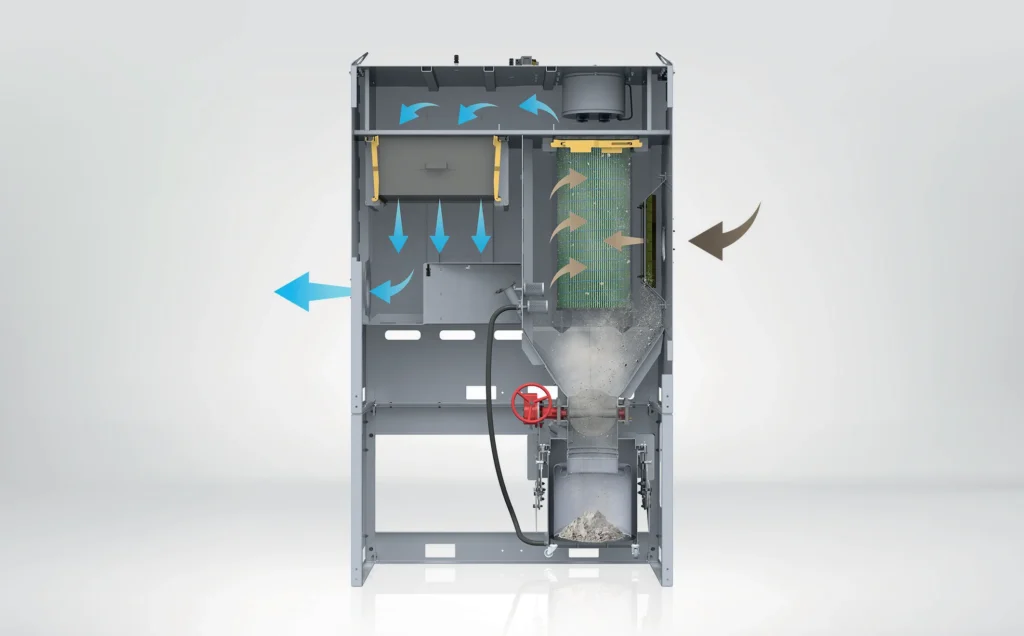
Continuous Liner Discharge
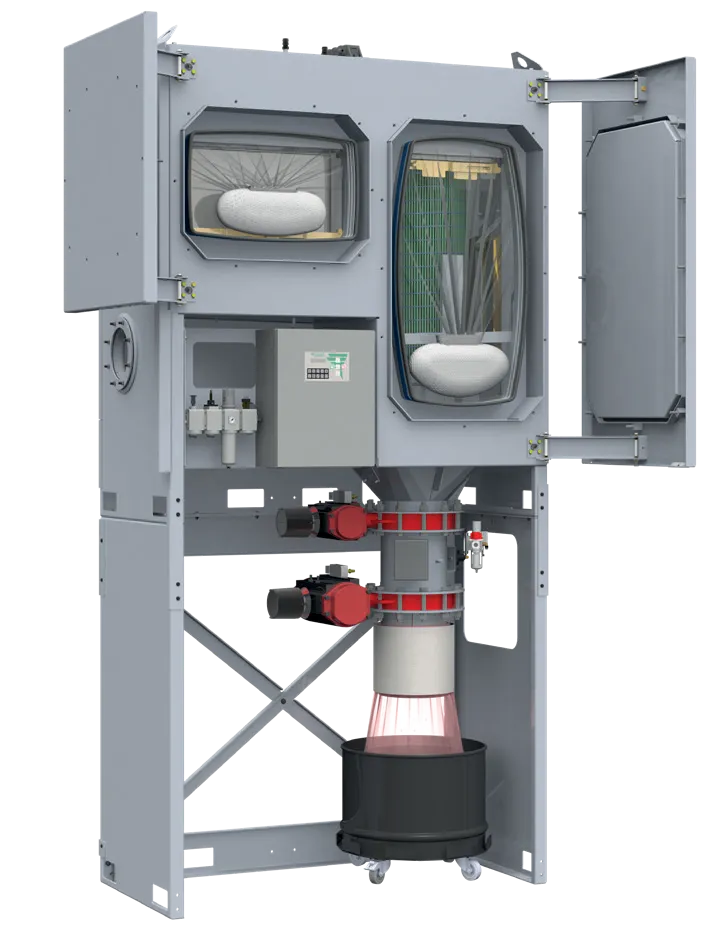
During operation in the test period, the dust collector's cleaning system periodically sent pulses of air to the filter cartridges in the opposite direction of normal air flow (reverse air pulse) to blow material off the filter media. The pulse-cleaning action caused dust to accumulate in the angled hopper at the base of the collector. To release this material from the collector, the operators performed the continuous liner discharge operation to collect the material in a safe manner for disposal - Figure 8. They performed three discharge operations in which they released the material using a dual-butterfly valve system, and then crimped and cut the liner and extended new liner to receive the material (15 minutes). The operators next performed the liner replacement procedure. This includes creating the bottom of the new liner bag, bagging over the stub of the old liner, and securing the new liner (15 minutes). Three discharge cycles and a liner change were performed to simulate shift equivalence (126 minutes).
Results
In the sampling performed prior to the operational test, a background surface lactose concentration of 0.39 micrograms per 25 cm² was detected on the test room floor. The results for the remaining three background surface swab samples were below the 0.025 µg limit of quantification. The results of the two background general area air samples collected before commencement of the operational test also were below the limit of quantification, resulting in reported airborne concentrations of less than 0.018 micrograms per cubic meter (µg/m³) for a sampling period of 110 minutes.

Figure 8. Continuous liner discharge operation.
Of the 47 samples taken during the operational test, all were below the established OEL of 1.0 µg/m³, and many of these were significantly below the established threshold. Focusing on the personal air sampling results, which are significant in that they simulate real-world operator exposure, the following measurements can be noted:
Results: Background Samples and Filter Cartridge Changes
BIBO Filter Change-Out:
- Multi-event sampling from the breathing zone of Operator 1 yielding an airborne lactose concentration of 0.38 µg/m³ (206 min).
- The multi-event sampling from the breathing zone of Operator 2 showed a concentration of 0.19 µg/m³ (206 min).
- Single-event samples from the breathing zone of Operator 1 ranged from 0.14 µg/m³ to 0.64 µg/m³ (36 to 47 min).
- Single-event samples from the breathing zone of Operator 2 ranged from < 0.048 µg/m³ to 0.40 µg/m³ (36 to 47 min).
CLD Operations:
- Multi-event sampling from the breathing zone of Operator 1 showed an airborne concentration of 0.077 µg/m³ (126 min).
- Multi-event sampling from the breathing zone of Operator 2 showed a concentration of 0.045 µg/m³ (126 min).
- Single-event samples from the breathing zone of Operator 1 ranged from < 0.083 µg/m³ to < 0.25 µg/m³ (8 to 24 min).
- Single-event samples from the breathing zone of Operator 2 ranged from nearly identical, ranging from < 0.084 µg/m³ to < 0.25 µg/m³ (8 to 24 min).
Table B summarizes the measurements obtained from in the background sampling and filter cartridges changes. Table C summarizes the measurements from the CLD operations.
| Results: Background Samples and Filter Cartridge Changes |
|---|
|
Background Samples
|
|
Filter Cartridge Change (air)
|
| Results: Continuous Liner Discharge (CLD) operations |
|---|
|
CLD Operations (air)
|
|
CLD Operations (surface)
|
The customer accepted the FAT surrogate testing results as evidence that the contained dust collection system as designed could be expected to provide the required level of emission control performance under real-world operating conditions to meet the applicable OELs.
Conclusion
Surrogate testing of contained dust collection equipment, performed under controlled parameters with an appropriate surrogate that mimics the particle characteristics and flowability of the API, provides a safe and effective method to help predict the potential real-world ability of the system to contain the process in compliance with emission requirements. The application of a rigorous testing protocol that meets or preferably exceeds both ISPE and AIHA guidance, as applied in this case study example, is recommended for optimum results.
It is important to note that surrogate testing should not be regarded as an all-inclusive determinant of contained dust collector performance. The collection equipment also must be determined to be functionally acceptable in its ease of service and operation, energy usage, reliability, return on investment and total cost of ownership to be reviewed and agreed upon by the customer and the equipment manufacturer. Viewed in this content, a well-designed surrogate test program is an important tool in the overall evaluation, verification, and purchasing process relating to the pharmaceutical industry.