Americas
Americas When dealing with reverse-pulse cleaning cartridge dust collectors, there are three major categories to be evaluated when considering the Total Cost of Ownership (TCO). The first major category is obviously related to the amount of energy required to operate the piece of equipment from day-to-day. The second major category is consumables or the items that are replaced from time to time throughout the life of the equipment. The third major category is maintenance and disposal or the time it takes to service the equipment and costs of disposing the consumables. Below is an outline of the above categories and the components that define each of them.
Total Cost of Ownership
- Energy Category
- Electrical Cost
- Premium Efficient Motors
- Variable Frequency Drives
- Premium Efficient Motors
- Variable Frequency Drives
- Compressed Air Cost
- CO2 Emissions Cost
- Consumables Category
- Cartridge Replacement Cost
- Transportation Cost
- Inventory Cost
- Maintenance and Disposal Category
- Labor Cost
- Disposal Cost
- Downtime Cost
Discussion and Definitions
Electrical Cost – The amount of electrical energy consumed, in dollars, while operating the dust collector. Although there can be several electrical loads associated with a dust collector, timer boards, rotary airlock motors, etc., the largest portion of the electrical load is related and calculated from the blower required to move the air in the system. The largest opportunity for savings is in consideration of this device and all others are considered insignificant in potential cost savings. It must be understood that differential pressure losses in the system are directly related to the amount of electricity consumed by the dust collection system. Although ducting should be considered at the time of installation to reduce the amount of pressure loss, the choice of dust collectors, filters, and energy control devices are what will be focused on in this report due to the fact that they are varying losses throughout the operation of the dust collection system.
It should also be understood that when operating a typical dust collection system, the amount of energy consumed by the blower is directly proportional to the amount of air being moved through the system. As the amount of air being moved through the system is decreased, the amount of energy required to move it is decreased as well. For this reason, the amount of savings in terms of electricity used, is usually small when comparing a Gold Series® HemiPleat® filter to a competitor over the life of the system. When there is no energy control device (Variable Frequency Drive), the amount of savings by choosing a HemiPleat filter is best defined, and significant, when evaluating the other components in the Total Cost of Ownership. This is graphically explained in Figure E.1. Note that the vertical lines within the graph represent a filter change where consumable, and maintenance and disposal fees are applied.

Figure E.1 - Gold Series HemiPleat Filter Life Comparison
Because differential pressure is directly proportional to the amount of air being moved through the system, and because the amount of air being moved throughout the system is directly proportional to the amount of energy being consumed by the blower, there are significant cost savings to be had when a VFD is part of a system operating with Gold Series HemiPleat Filters that maintain a smaller differential pressure throughout their service life. This will be further explained in the “VFD Operation” section later in this report, but some of the most important items to remember when evaluating the potential savings without a VFD is that the amount of air being moved through the system is not consistent and that a Gold Series HemiPleat filter has proven time and time again to last 50% longer when compared to any of the competition.
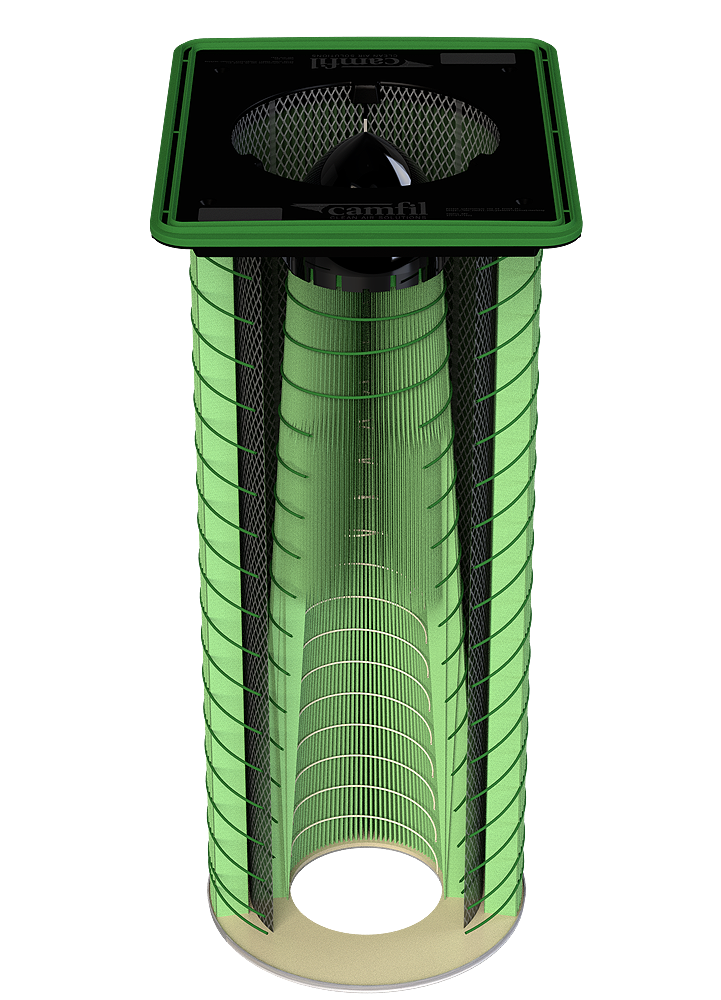
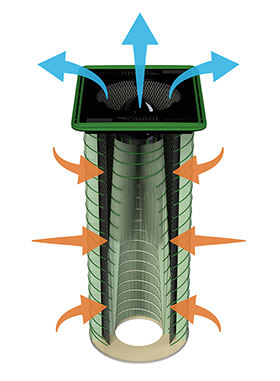
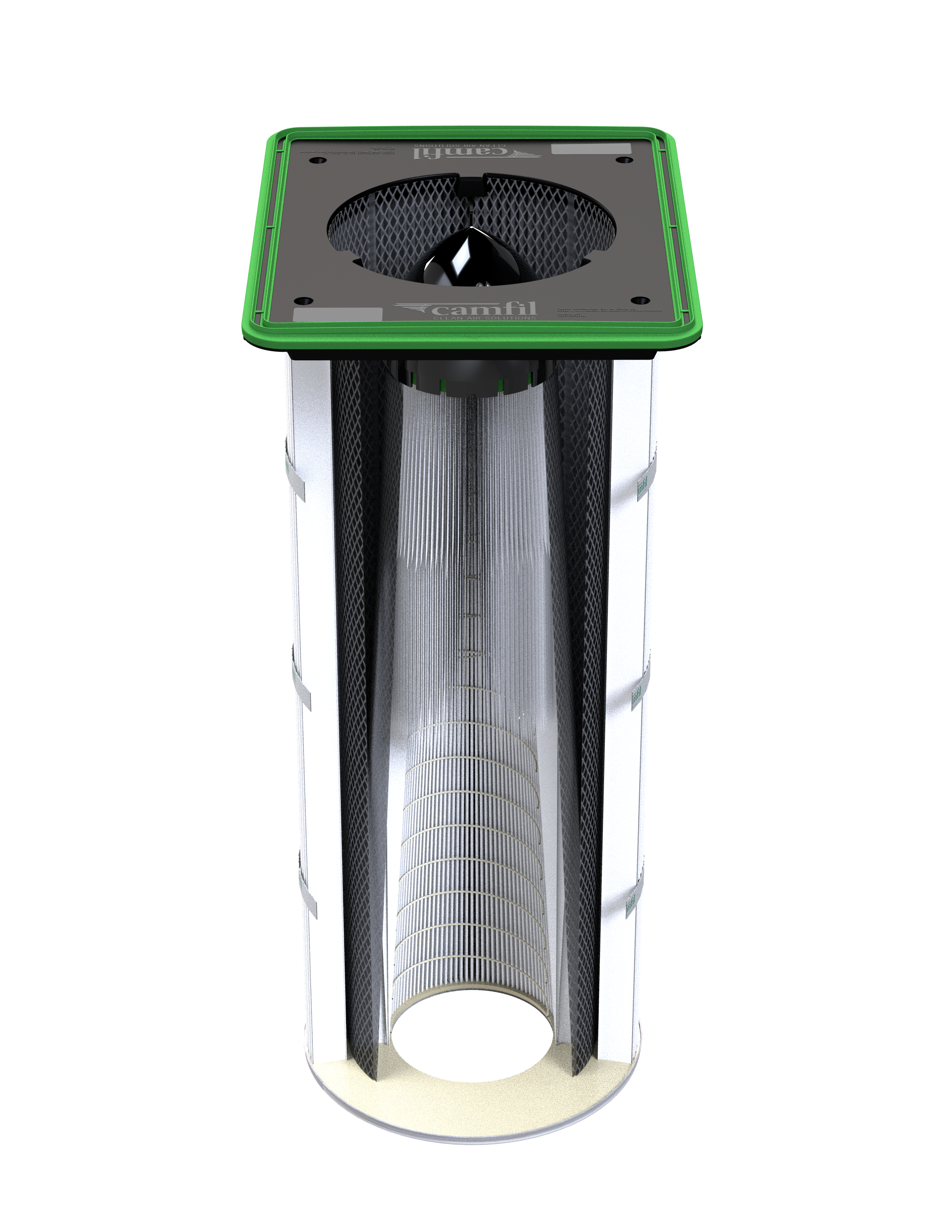
Compressed Air Cost – the amount of compressed air, in dollars, while operating the dust collector. Due to the patented HemiPleat and Gold Cone design, the amount of compressed air required to clean the filter efficiently and maintain a lower pressure drop is reduced significantly when evaluated throughout the life of the filter.
CO2 Emissions Cost – Although there are no tangible cost savings calculated in the Total Cost of Ownership, the amount of CO2 emissions from the operation of a Gold Series dust collector is significantly less and should be considered and stated as a cost impact on the environment.
Cartridge Replacement Cost – When changing filters, the amount of money spent on the replacement filters alone
Transportation Cost – The amount of money required to have the replacement filters delivered to the operation site.
Inventory Cost – Typically, replacement filters are not received the day they are replaced in the system. This component is the amount of money required to carry inventory of replacement filters.
Labor Cost – The amount of labor required for maintenance personnel to physically change the filters.
Disposal Cost – Depending upon the type of material being filtered, there is a cost associated with properly disposing filters laden with process dust.
Downtime Cost – The cost of this component varies from facility to facility, but this cost is directly proportional to the amount of time in lost product due to having to make a filter change.

Figure VFD.1 - Energy Relationship of a Constant Speed Fan.

Figure VFD.2 - Energy Relationship of a Variable Speed Fan.