Americas
Americas 
Oral solid dose (OSD) pharmaceutical manufacturing can generate hazardous dusts that pose risks to health, worker and facility safety, and may cause cross-contamination.
In OSD manufacturing, process dust is usually classified as “light and fluffy” and, when generated, can easily become airborne during standard operations. Typical dust types encountered in OSD manufacturing include active pharmaceutical ingredients (APIs) and excipients. OSD production processes that produce dust include:
- Dispensing/Weighing: Measuring raw materials and APIs
- Blending/Mixing: Ensuring homogeneity of powders or granules
- Granulation (Wet or Dry): Enhancing powder flow and compressibility
- Drying: Removing moisture (if wet granulation is used)
- Milling/Sizing: Standardizing particle sizes
- Tableting or Encapsulation: Creating final dosage form
- Coating: Applying protective or controlled-release layers
- Packaging: Preparing for distribution
Many of these ingredients are combustible, posing significant safety hazards in pharmaceutical manufacturing environments. A recent article in the Journal of Loss Prevention in the Process Industries noted that among reported safety incidents in the pharmaceutical industry, explosions account for approximately 89% of all fatalities. Of those explosion-related incidents, combustible dust has been identified as a contributing factor in about 20% of the cases.[1]
This blog article addresses the importance of maintaining good indoor air quality in OSD pharmaceutical manufacturing facilities, in particular to prevent product cross-contamination, avoid personnel exposure to potent, toxic or allergenic dust, and mitigate the dangers of explosive dust. The article will also provide strategies for successful dust collection.
Regulatory Framework
Pharmaceutical manufacturers rely on dust collection systems to maintain indoor air quality, safeguard worker health, comply with OSHA and EPA regulations, and follow NFPA guidelines.
OSHA
Under OSHA’s General Duty Clause, Section 5(a)(1), employers are required to identify and eliminate workplace hazards. In addition, OSHA mandates employers maintain records of dust generated in the workplace and follow established guidelines for hazard identification and risk assessment. To protect workers, OSHA has set permissible exposure limits (PELs) for various types of dust, ranging from nuisance dust to hazardous materials, based on an 8-hour time-weighted average (TWA). Detailed information about these standards is available on the OSHA website.[2]
When selecting dust collection equipment, it is important to learn the system’s maximum emissions rate over an 8-hour TWA. A stated filter efficiency, even if as high as 99.9%, is not sufficient on its own. What matters most is that the equipment consistently keeps airborne dust concentrations within OSHA’s regulatory limits.
NFPA
On December 6, 2024, the NFPA officially released NFPA 660: Standard for Combustible Dusts and Particulate Solids. This new standard was developed to more effectively address the dangers associated with combustible dust. NFPA 660 merges several previously separate dust-related standards into one unified document, offering industries a more straightforward and cohesive framework for compliance and risk management. Before the introduction of NFPA 660, manufacturers had to reference NFPA 652 for general combustible dust requirements, along with five additional standards specific to particular industries or types of materials. These included agricultural and feed, combustible metals, combustible particulate solids, sulfur, and wood processing and woodworking. The consolidation under NFPA 660 eliminates the complexity of navigating multiple documents, making it easier for facility operators to ensure comprehensive dust hazard management.[3]
EPA
If an industrial dust collection system vents to the outside, the facility may fall under the jurisdiction of the National Emission Standards for Hazardous Air Pollutants (NESHAP), which are part of the Clean Air Act and enforced by the U.S. Environmental Protection Agency (EPA). The specific compliance obligations vary based on several factors, including the facility’s industry type, the nature of the pollutants released and how the facility is classified.
Pharmaceutical manufacturing facilities, in particular, must comply with NESHAP requirements outlined in 40 CFR Part 63, Subpart GGG, known as the “National Emission Standards for Hazardous Air Pollutants for Pharmaceutical Production.” This regulation sets forth emission limits and prescribes work practices aimed at reducing hazardous air pollutant (HAP) emissions associated with pharmaceutical production activities.
In addition, air quality and contamination control in pharmaceutical manufacturing are addressed by several Current Good Manufacturing Practice (cGMP) regulations issued by the FDA. These requirements are mainly detailed in 21 CFR Part 210, which covers general manufacturing provisions, and 21 CFR Part 211, which governs the production of finished pharmaceutical products.
Dust Collection System Selection Personnel
In OSD pharmaceutical manufacturing, the selection of dust collection equipment is critical for ensuring worker safety, product quality, regulatory compliance and operational efficiency. The decision-making process typically involves a cross-functional team. Here are the key personnel usually involved:
- Process Engineers
- Facilities/Utilities Engineers
- Health, Safety & Environment (HSE) Professionals
- Quality Assurance (QA) and Quality Control (QC)
- Maintenance and Reliability Engineers
- Production/Operations Managers
- Validation and Commissioning Teams
- Procurement and Finance
- External Consultants or Vendors
Designing an Effective Dust Collection System for OSD Production
Integrating a dust collection system with OSD production equipment is essential for maintaining consistent, safe operations. However, if the dust collector is improperly sized or fails to meet the precise requirements of the production process, it can cause a range of problems. Poorly matched systems may lead to diminished performance, elevated operating expenses, accelerated filter wear and more frequent maintenance interruptions, all of which contribute to increased overall production costs.
The following are several critical components that must be thoughtfully selected when designing an effective dust collection system:
Dust Capture and Conveyance
Efficient dust capture and conveyance are vital for optimizing performance from the initial capture point to the collector’s inlet. Success begins with designing hoods that effectively capture dust while minimizing the intake of unnecessary ambient air. Similarly, properly engineered ductwork is essential for maintaining appropriate conveying velocities, minimizing static pressure buildup, and reducing dust drop-out before the material reaches the collector.
To achieve the best results, consult Industrial Ventilation: A Manual of Recommended Practice for Design by the ACGIH[4] and collaborate with seasoned dust collection equipment experts who can develop streamlined systems from the point of capture all the way to atmospheric discharge.
Dust Collector Design and Orientation
A well-designed dust collection system and proper filter positioning can significantly lower energy usage, extend filter lifespan and minimize costly downtime.
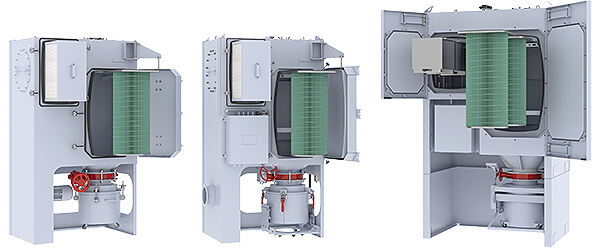
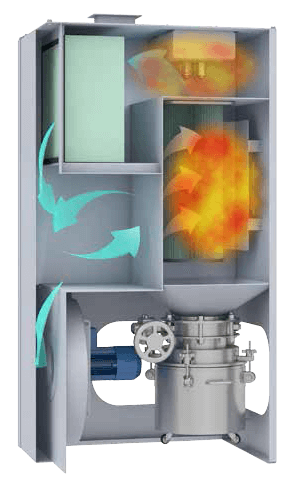
In pharmaceutical manufacturing, dust tends to be light and fluffy, which can create challenges if the collector or the filter orientation is not properly suited to the material. Systems with horizontally mounted filters typically have a high air inlet that causes incoming air and dust to accelerate. This rapid airflow tends to overload the uppermost filters first, diminishing the available filtration surface and, in some cases, causing abrasive damage to the cartridges. Moreover, high air inlets can cause hopper-sweep, which keeps fine dust suspended in the filter zone instead of allowing it to settle into the hopper. As a result, dust is repeatedly drawn back into the filters, which increases the need for compressed air during cleaning cycles, elevates pressure drop, and forces the blower to consume more energy.
When handling OSD manufacturing dust, systems designed with a low, side-mounted air inlet and vertically arranged filters have consistently shown better performance. This configuration slows down incoming airflow, channels dust away from direct filter impact and encourages cleaner and easier dust settlement into the hopper. Ultimately, this design reduces pressure drop (a key measurement of airflow resistance), promotes longer filter life and contributes to lower operational expenses.
Primary Filtration Media
Selecting the appropriate primary filter media is critical and must be tailored to the specific needs of each application, considering variables such as dust properties, particle size, dust loading and distribution.
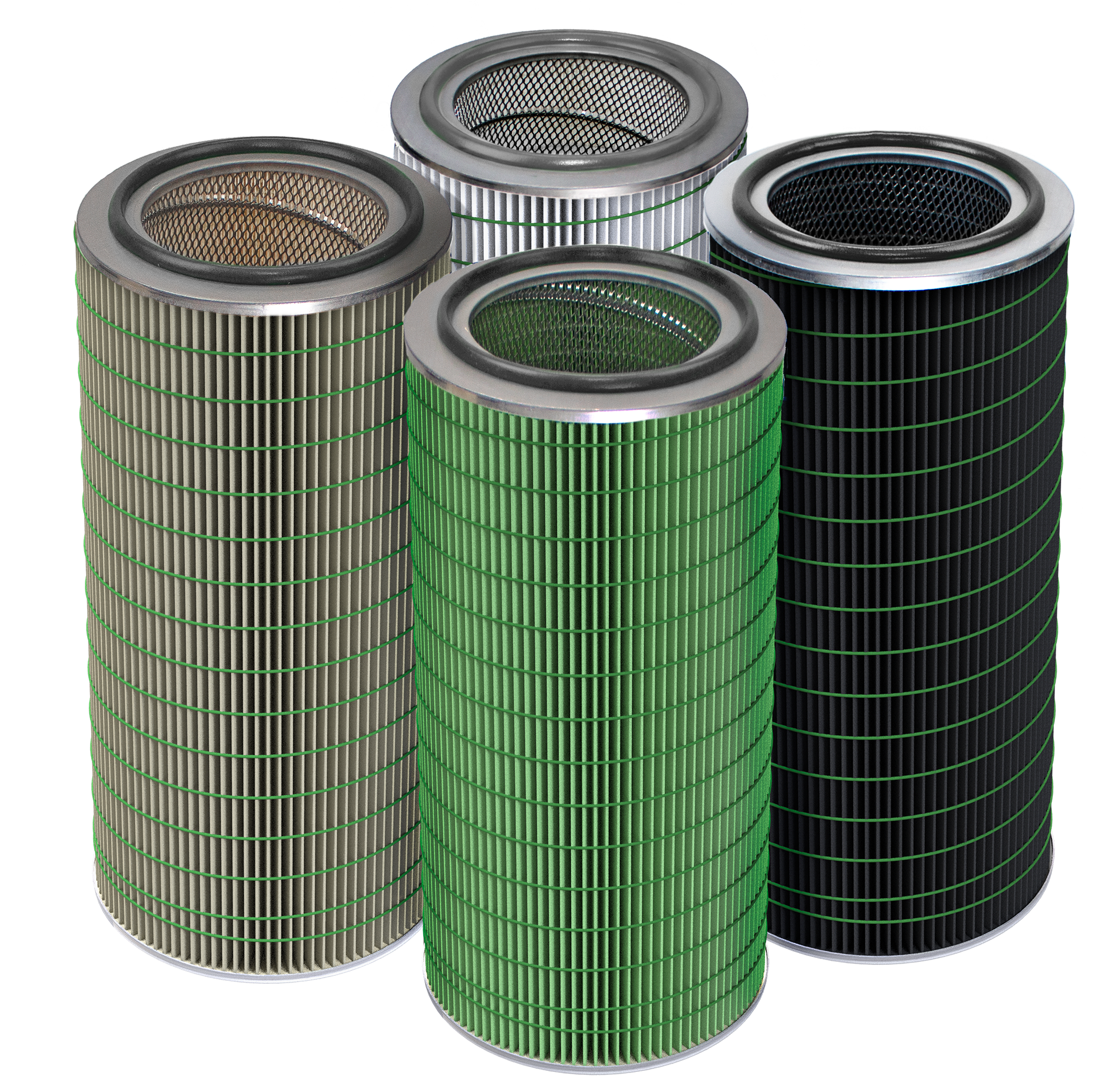
In dry dust collection systems, two primary types of media are commonly utilized: cellulose-based nonwoven blends and fully synthetic options like polyester or polyester-silicone blends, known as spunbond.
Cellulose media, generally composed of 80% cellulose fibers combined with 20% synthetic material, offers a cost-effective solution for many dry powder applications. It performs well under moderately high temperatures, making it a versatile choice for a wide range of environments. In contrast, spunbond media, consisting entirely of synthetic fibers, is better suited for processes involving moisture, solvents or higher heat.
Enhancements can be applied to both media types to improve their capabilities, including treatments for static dissipation, flame retardancy, water repellency and nanoparticle filtration.
It’s important to recognize that overall filter efficiency depends not only on the media itself but also on cartridge design. Effective cartridges feature wide, evenly spaced pleats that support unrestricted airflow and enable accumulated dust to be easily dislodged and dropped into the hopper during pulse-cleaning cycles. Conversely, cartridges with overly tight pleat spacing hinder airflow and prevent efficient dust release, leading to greater airflow resistance, increased energy consumption and shortened filter service life.
To further safeguard system performance and ensure the safe release of air to the environment or facility, integrating HEPA filters or installing a separate after-filter housing is often recommended as an added layer of protection.
Dust Containment
In facilities manufacturing OSD products and managing hazardous dust, it is essential to perform a risk-based evaluation to determine the proper containment measures. Key containment solutions include bag-in/bag-out (BIBO) filter change systems and secure liner-based discharge systems for hoppers. When carefully engineered and validated through comprehensive surrogate testing, these methods protect workers from harmful exposure and prevent cross-contamination between different production areas.
Surrogate testing involves the use of a representative material that mimics the properties of an active pharmaceutical ingredient (API). This practice enables manufacturers to evaluate the containment and isolation capabilities of their systems under realistic, and often worst-case, operating conditions—without the financial burden or health hazards associated with actual API handling.
Typically, surrogate testing is coordinated with the oversight of a company’s environmental health and safety (EHS) team and independent third-party specialists. These tests are often conducted by the dust collection equipment manufacturer, making it crucial to request detailed surrogate testing results when considering dust containment solutions.
Always insist on obtaining fully validated surrogate testing documentation for both BIBO and hopper liner systems from your supplier. Partnering with manufacturers who cannot or will not provide verified test results poses unnecessary risks to both personnel safety and product integrity.
Explosion Protection Measures for Dust Collection Systems
In OSD manufacturing facilities, combustible dust explosions represent a significant hazard, with the dust collection system itself being one of the most vulnerable areas. To comply with NFPA standards, a variety of explosion protection solutions are available, generally classified into passive and active systems.
Passive systems function by reacting to the pressure increase during an explosion event, safely venting or redirecting the blast to protect both personnel and infrastructure. In contrast, active systems are designed to detect an explosion during its initial phase and neutralize the threat before it can escalate.
Examples of passive protection methods include explosion vents, flameless vents and mechanical isolation valves that act as barriers to the propagation of flame front. Active protection, meanwhile, incorporates pressure sensors coupled with chemical suppression systems, and either chemical isolation or fast-acting valves to manage and mitigate explosion risks.
Because explosion protection involves complex technical and regulatory considerations, it is critical to work with a partner who has extensive experience in conducting dust hazard analyses (DHAs) and recommending solutions in full alignment with NFPA guidelines. A knowledgeable dust collection provider should help you navigate requirements based on your specific process conditions, dust collector placement and the expectations of your authority having jurisdiction (AHJ). Be cautious of suppliers who minimize the importance of explosion protection, offer only limited safety options or shift full responsibility onto the end user, as such practices can leave your operations exposed to dangerous combustible events and serious liability risks.
Implementation Best Practices: Case Studies
The following case studies are examples of dust management in pharmaceutical manufacturing facilities:
- GlaxoSmithKline (GSK) aimed to enhance health and safety measures at a new small-scale manufacturing area within one if its production facilities. After evaluating various dust collection solutions, GSK selected Camfil APC’s Gold Series® Camtain® dust collectors. The first unit was a standard Camtain collector equipped with a BIBO door for safe filter replacement, dual-valve offload for product removal, a Fike explosion suppression system and a CamSafe HEPA after-filter. This unit serviced ten production suites. The second unit was a custom-designed collector featuring a BIBO door, a single-valve offload for product removal, and a CamSafe HEPA after-filter, tailored to meet specific process requirements.[5]
- Sanofi faced challenges with its existing dust collection system on a pharmaceutical packaging line at one of its facilities. The previous system suffered from inadequate extraction, poor filtration efficiency and cumbersome maintenance procedures that required over three hours of downtime for filter changes. To address these issues, Sanofi collaborated with Camfil APC to install a GS02 Gold Series industrial dust collector. This system features HemiPleat® Gold ConeTM filter cartridges, an integrated high-performance fan and a rotary-valve discharge. The new setup significantly improved dust extraction efficiency, reduced emissions and streamlined maintenance processes. Filter changes now take only minutes, and dust removal is simplified through the rotary valve discharging into a heavy-duty plastic bag.[6]
- A multinational pharmaceutical company sought a dust extraction solution for its new tableting suite, comprising six rooms, each housing a tablet machine. The dust generated was both explosive and toxic. Camfil APC collaborated closely with the company’s engineering and maintenance teams to design an effective solution. They installed six GSC2 Gold Series Camtain dust collectors, one for each room, to minimize cross-contamination risks and enhance energy efficiency by allowing unused units to be turned off. Each collector was positioned outdoors and featured explosion vents, BIBO doors for safe filter changes and a double-butterfly-valve continuous-liner discharge system for collected dust. Individual medium-pressure fans provided suction for each unit.[7]
Camfil APC Pharmaceutical Dust Collection Solutions
In pharmaceutical manufacturing, managing airborne dust is critical for maintaining product purity and for ensuring the safety of workers and compliance with regulatory standards. Camfil APC’s pharmaceutical dust collection solutions, such as the Gold Series Camtain and Quad Pulse Package systems, are specifically engineered to address these challenges. Camfil’s Gold Cone cartridge filter design provides 25% more media for longer service life. HemiPleat filter technology ensures uniform pleat spacing with synthetic beads that hold the pleats of the filter cartridge open, allowing the vertically oriented filters to shed the dust cake better than horizontal filters.
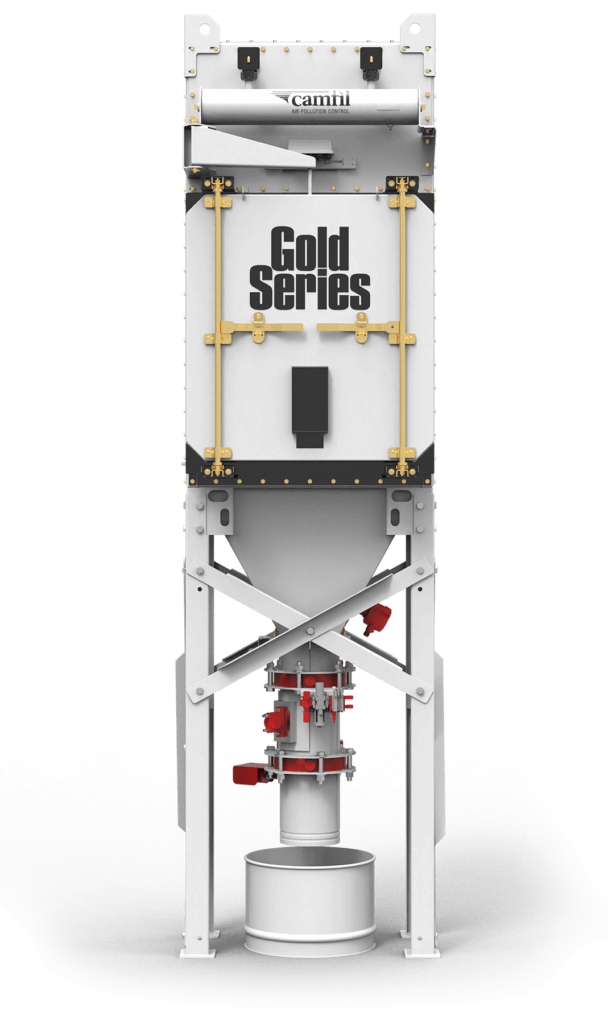
Gold Series/Gold Series Camtain
Camfil APC’s Gold Series dust collectors are engineered to address the challenges of pharmaceutical manufacturing. These collectors maintain a low pressure drop that ensures consistent airflow, which is vital for capturing fine pharmaceutical dust particles efficiently. They exceed OSHA mandates for factory air quality, helping facilities meet regulatory requirements and protect workers’ health.
The crossflow technology design creates uniform airflow, which extends the life of filter cartridges and minimizes energy usage, leading to reduced operational costs. The modular design enables customizable configurations to suit specific work environments and scalability as production needs evolve.
Gold Series Camtain is the contained dust collection solution from Camfil APC, utilizing all of the benefits of the Gold Series dust collector and including additional safe-change containment components. The Camtain collector provides both filter cartridge isolation and a hopper discharge system. The cartridge change utilizes a BIBO method while the discharge uses continuous-liner technology. The Gold Series collector can also support traditional dust collection for nuisance dust and fumes that do not require full isolation and containment, with filtration efficiencies up to MERV 16 per ASHRAE 52.2:2017. Specially treated filter media is available for repelling fine particulates and moisture for a lower pressure drop and long filter life.
This equipment is used in a variety of pharmaceutical dust collection applications and is ideal for high-efficiency filtration. Gold Series collectors exceed OSHA mandates for factory air quality and have been independently surrogate tested for validated performance verification.
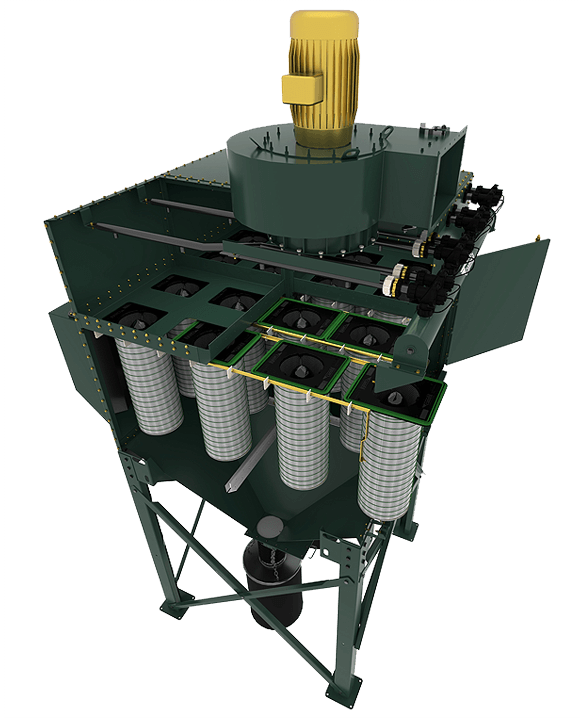
Quad Pulse Package
Many processes in the pharmaceutical and chemical industries produce high concentrations of hazardous dust. Cleanable filter systems make it possible to have continuous manufacturing processes and prevent regular, expensive filter replacements. The Quad Pulse Package cleans filters in four segments one at a time so that they are continually cleaned without interrupting airflow. The system is available with one or two filter cartridges depending on the required air volumes. The primary filter removes the majority of collected dust and prolongs the service life of the integrated second-stage HEPA filter. Its compact design features easy installation and BIBO process for the primary/secondary filters and discharge bin.
This small-footprint dust collector can be located either indoors or out and is especially designed for mezzanines and other tight spots. The QPP also features pressure-resistant construction, built-in NFPA-compliant explosion protection, integrated fan and efficient operation.
Final Thoughts
In summary, maintaining optimal indoor air quality in OSD pharmaceutical manufacturing is crucial for safeguarding worker health, ensuring product integrity and adhering to regulatory standards. Implementing tailored, high-efficiency dust collection systems serves as a fundamental engineering control to effectively capture hazardous airborne particles and mitigate the risks associated with combustible dust. Collaborating with experienced engineering consultants and reputable equipment suppliers can further enhance system design and performance, leading to improved operational efficiency and a safer working environment.
Contact Camfil APC’s experts with questions about safeguarding your pharmaceutical OSD manufacturing facility from hazardous dust.
[1] Yajie Bu, Albert Addo, Paul Amyotte, Chunmiao Yuan, Chang Li, Xiaochen Hou, Insight into the dust explosion hazard of pharmaceutical powders in the presence of flow aids, Journal of Loss Prevention in the Process Industries, Volume 74, 2022, 104655, ISSN 0950-4230, https://doi.org/10.1016/j.jlp.2021.104655 .
[2] https://www.osha.gov/annotated-pels
[3] https://www.nfpa.org/codes-and-standards/nfpa-660-standard-development/660
[4] https://portal.acgih.org/s/store#/store/browse/detail/a158a00000CgqcfAAB
[5] https://camfilapc.com/case-studies/farr-gold-series-new-small-scale-manufacturing-facility/
[6] https://camfilapc.com/case-studies/farr-gold-series-pharmaceutical-packaging-line/
[7] https://camfilapc.com/case-studies/camtain-contains-explosive-pharma-dust/