

 Español
Español 
As you know, pulse cleaning is a critical technology to help your dust collectors maintain a steady airflow (CFM) and run at peak efficiency. When the pressure drop reaches a certain level, pulse-cleaning systems send quick bursts of compressed air back through the filters. Accumulated dust is blasted off and into the hopper, helping maintain a stable pressure drop and increasing filter life. Pulse-jet dust collection systems are efficient because of this filter cleaning.
With an industrial dust collection system, replacement filters can be a big expense. The most cost-efficient dust collection system is one that has filters that last longer. But producing compressed air is extremely expensive, so pulse-cleaning has always been one of the highest operating costs associated with dust collection. A survey by the U.S. Department of Energy (DOE) showed that for a typical industrial facility, approximately 10% of the electricity consumed is for generating compressed air. For some facilities, compressed air generation may account for 30% or more of the electricity consumed. Compressed air is an on-site generated utility. Often the cost of generation is not known, but some companies use a value of 30 cents to 50 cents per 1,000 cubic feet of air.
Compressed air facts
- Can be the least efficient source of energy in a plant
- Often the biggest user of a plant’s electricity
- Frequently used inappropriately
- Its costs can be measured and controlled
Obviously it makes sense to employ technology that uses less compressed air whenever possible.
Dust collectors that slash compressed air consumption

Gold Series X-Flo (GSX) dust collectors were designed to reduce your compressed air consumption, but in-field results over the past year have shown reductions beyond all expectations. In many installations, they actually use 70% less compressed air versus competitive dust collectors. They use less compressed air because they pulse-clean far less often.
Here's how:
A collector’s pulse cleaning system is triggered when the pressure drop across the filters reaches a certain level and causes a decrease in airflow. GSX collectors were designed to provide more airflow while maintaining a low-pressure drop. Each housing module accommodates four high-efficiency filter cartridges that can handle airflows up to 6,000 cfm and each filter cartridge contains more usable media than competitive systems, so it can move more air and process more dust.
The cartridges feature specially designed inner cones with even more downward-facing media. These cones evenly distribute the pulsed air along the outer pack of the filter and through the inner cone, ejecting more dust straight into the hopper. The result is a more thorough cleaning with each pulse. So the airflow remains unrestricted and the pressure drop remains low for a longer period of time. The pulse cleaner doesn’t have to pulse as often, saving a ton of money on compressed air.
A closer look at pulse cleaning
Filter cartridges are cleaned by “back flushing” with compressed air. This quick airflow reversal happens following a short burst of compressed air released from the storage receiver by a fast-acting, high-flow diaphragm valve. This pulse of air dislodges the accumulated dust from filter cartridge, and it falls into the hopper for disposal. The rated flow of compressed air per pulse is usually 3 to 6 cubic feet, with normal pulse durations of .15 to .5 second. Click here to watch a 1-minute video about how pulse cleaning works.
Advantage of vertical filter configuration
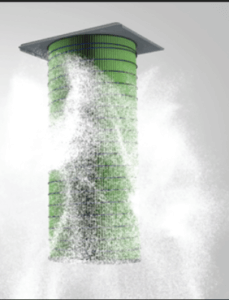
A filter being pulse cleaned
Dust collectors can be designed with filters laying on their sides (horizontally) or stacked on top of each other (vertically). In a horizontal system, the dust that is pulse-cleaned falls on the other filters. Vertical systems clean more effectively because the dust that pulses off of the filters drops directly down into the hopper instead of onto the other filters.
Variable frequency drives
Another way to decrease the operations cost of a dust collector is to consider using a variable frequency drive. It can electrically control the speed of the fan, which in turn controls the amount of air moving through the system. When the filters are new, the speed of the fan is decreased to obtain the desired airflow. In contrast, when the filters become loaded, the fan is sped up to keep a consistent airflow throughout the system. The electrical control is much more efficient in keeping a desired airflow and the amount of energy consumed is greatly decreased. Using a variable frequency drive has proven to save an average of 4” w.g. of static pressure over the life of the filter. The additional capital cost of installing a VFD on a dust collection system will vary. However, the return on investment is typically under a year.
To learn more about Camfil APC’s dust testing services, click here.
For more information on containing dust and fumes in your facility, contact a Camfil APC product expert.



